本文介绍了预浸料夹层结构是由高强度预浸料蒙皮与蜂窝、泡沫等轻质芯材粘合而成的复合结构,自粘型预浸料可省却胶膜降低生产成本,同时阐述了其轻量高刚度的核心优势,补充了该结构的芯材选型、制作工艺、适用场景等专业知识,解答相关实操问题,为其工业化应用提供全面参考。
预浸料夹层结构是复合材料领域的高性能复合结构形式,核心由薄且高强度的预浸料蒙皮与较厚的轻质芯材复合粘合而成,自带自粘特性的预浸料可无需额外胶膜实现蒙皮与芯材的粘结,能有效降低生产升本,该结构兼具重量轻、刚度高、耐用性好等优势,还具备灵活的设计性,是轻量化高端构件的优选结构形式。
一、预浸料夹层结构的核心组成与结构特点
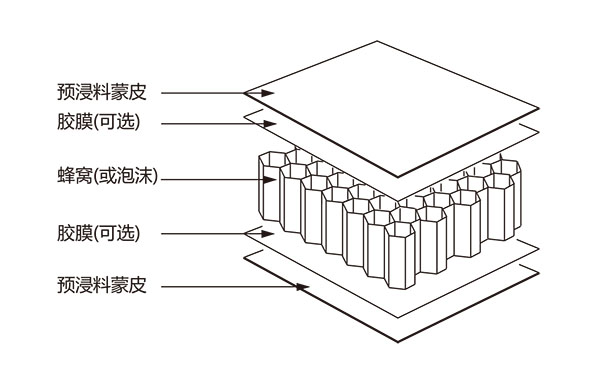
预浸料夹层结构采用 **“薄蒙皮 + 厚芯材”** 的经典三明治复合结构设计,各组成部分分工明确、性能互补,形成远优于单一材料和普通层合结构的力学性能,具体组成及特点如下:
1. 表层:高强度预浸料蒙皮
作为结构的承力与防护层,选用碳纤维、玻璃纤维等高性能预浸料制成,厚度薄但拉伸强度、模量高,主要承担结构受到的拉伸、弯曲、剪切等外部载荷,同时保护内部芯材不受外界环境、碰撞的损伤,自粘型预浸料是主流选择,其自带的树脂层可直接与芯材粘结,无需额外铺设胶膜,简化施工流程。
2. 芯层:轻质多孔芯材
作为结构的支撑与刚度层,选用蜂窝、泡沫、轻木等低密度芯材,厚度远大于蒙皮,核心作用是支撑上下两层预浸料蒙皮,增大结构的抗弯截面模量,让结构在轻量化的前提下实现超高的刚度和抗变形能力,同时芯材的轻质特性能最大程度降低结构整体重量,实现 “轻量高刚” 的设计目标。
3. 结构核心特点:性能互补,协同增效
预浸料蒙皮的高强度与芯材的高支撑性相结合,解决了单一预浸料层合结构 “厚则重、薄则刚度不足” 的问题,夹层结构的重量仅为同等刚度金属结构的 1/3-1/5,且蒙皮与芯材的粘结面能分散应力,避免局部应力集中,大幅提升结构的抗疲劳、抗冲击性能。
二、预浸料夹层结构的核心优势
预浸料夹层结构凭借独特的结构设计和材料搭配,相比普通复合材料层合结构、金属结构,具备多方面的显著优势,也是其在高端制造领域广泛应用的核心原因,具体优势如下:
1. 轻量高刚,力学性能优异
这是最核心的优势,低密度芯材大幅降低结构重量,高强度预浸料蒙皮保证承力性能,且芯材的支撑作用让结构抗弯、抗扭刚度大幅提升,同等重量下,预浸料夹层结构的刚度是普通预浸料层合结构的数倍,能满足高端构件对轻量化和高力学性能的双重需求。
2. 经久耐用,抗疲劳抗冲击
蒙皮与芯材的复合结构能有效分散外部载荷和冲击能量,芯材的多孔结构还能吸收冲击能量,避免结构因局部冲击出现开裂、破损;同时结构内部应力分布均匀,无明显应力集中点,在反复交变载荷下不易出现疲劳损伤,使用寿命远长于普通结构。
3. 设计自由,适配复杂构件
预浸料蒙皮可选用不同纤维类型(碳纤维、玻璃纤维)、不同铺层方向的预浸料,芯材可根据需求选择不同材质、不同密度的规格,且夹层结构可通过模压、热压罐等工艺制作成曲面、异形等复杂结构,能满足航空航天、轨道交通等领域对构件个性化、复杂化的设计要求。
4. 生产成本低,工业化适配性强
自粘型预浸料的应用省却了胶膜的采购、铺设工序,既降低了原材料成本,又简化了制作工艺,减少人工工时;同时其主流制作工艺(热压罐、模压)可实现标准化、批量化生产,生产效率高,废品率低,适配工业化大规模生产需求。
5. 整体性能稳定,环境适应性好
预浸料蒙皮为致密的树脂纤维复合层,能有效阻隔水分、化学介质进入内部,保护芯材不受腐蚀;芯材经特殊处理后,具备良好的耐温、耐潮、耐老化性能,因此整个夹层结构在高温、潮湿、腐蚀等严苛环境下仍能保持稳定的力学性能,环境适应性优异。
三、预浸料夹层结构专业知识补充
1. 主流芯材类型及特性对比
芯材是预浸料夹层结构的关键组成,不同芯材的材质、结构决定了夹层结构的性能和适用场景,主流芯材分为蜂窝、泡沫、轻木三类,核心特性及适配场景如下:
| 芯材类型 | 常见材质 | 核心特性 | 密度 | 适配场景 |
|---|---|---|---|---|
| 蜂窝芯材 | 铝蜂窝、芳纶蜂窝、纸蜂窝 | 刚度高、抗压缩性好、重量轻 | 低 | 航空航天主承力构件、轨道交通车身、高端游艇甲板 |
| 泡沫芯材 | 聚氨酯泡沫、聚酰亚胺泡沫、PVC 泡沫 | 可塑性好、吸能性优、易加工 | 中低 | 风电叶片、汽车内饰件、建筑装饰构件、异形复合件 |
| 轻木芯材 | 巴沙木、轻木合板 | 强度高、耐温性好、粘结性优 | 中 | 船舶船身、航空航天次承力构件、高端模具芯层 |
2. 预浸料夹层结构的主流制作工艺
预浸料夹层结构的制作需保证蒙皮与芯材的紧密粘结,避免出现层间分离、气泡等缺陷,主流制作工艺均为热压成型,适配不同生产规模和构件要求,具体如下:
- 热压罐成型:将预浸料蒙皮 + 芯材的叠层结构放入热压罐,在高温(120-180℃)、高压(0.3-0.8MPa)下固化成型,压力均匀、粘结致密,制品精度高、性能稳定,适合航空航天、军工等高端精密构件的制作;
- 模压成型:将叠层结构放入金属模具中,通过平板模压机高温高压固化,生产效率高、制品一致性好,适合汽车零部件、风电叶片配件等标准化、批量化构件的制作;
- 真空袋成型:通过真空抽气形成负压,配合烘箱加热固化,设备成本低、操作简便,适合小批量、定制化构件的制作,仅适用于对性能要求中等的场景。
3. 预浸料夹层结构的核心适用领域
预浸料夹层结构凭借轻量高刚、耐用性好的核心优势,广泛应用于对轻量化、高性能有高要求的高端制造领域,核心应用方向如下:
- 航空航天领域:制作飞机机翼、尾翼、机身壁板,卫星天线支架、火箭整流罩等构件,大幅降低航天器重量,提升运载效率;
- 轨道交通领域:制作高铁、地铁的车身壁板、内饰件,有轨电车车身结构,实现车体轻量化,降低能耗,提升运行速度;
- 新能源与风电领域:制作风电叶片主梁、叶根,新能源汽车车身底板、电池包外壳,兼顾轻量化和结构强度;
- 船舶与海洋工程:制作高端游艇甲板、船身,海洋平台防护构件,具备轻量、抗冲击、耐海水腐蚀的特性;
- 建筑与高端制造:制作大跨度建筑装饰构件、高端模具芯层、精密设备防护外壳,满足设计与性能的双重需求。
4. 预浸料的选型原则
预浸料蒙皮的选型直接影响夹层结构的力学性能,需根据结构的承力要求、使用环境、成本预算综合选择,核心选型原则如下:
- 纤维类型:主承力构件选用碳纤维预浸料(高模量、高强度),次承力构件或成本敏感型场景选用玻璃纤维预浸料(性价比高、绝缘性好);
- 树脂类型:高温环境选用酚醛树脂、聚酰亚胺树脂预浸料(耐高温、阻燃),常规环境选用环氧树脂预浸料(力学性能均衡、粘结性好),防腐环境选用乙烯基酯树脂预浸料(耐化学腐蚀);
- 粘结特性:优先选用自粘型预浸料,省却胶膜,简化工艺,降低成本,仅在高粘结强度要求场景搭配专用胶膜。
四、预浸料夹层结构常见相关问题解答
1. 预浸料夹层结构的蒙皮铺层方向对性能有什么影响?
蒙皮的预浸料铺层方向决定了结构的承力方向,可通过调整铺层方向实现结构各向同性或定向承力:单向铺层(如 0°、90°)让结构在特定方向具备超高的拉伸、弯曲强度,适合单向承力构件;多向铺层(如 0°/45°/90°)让结构在各个方向性能均匀,适合复杂受力的异形构件。
2. 自粘型预浸料为何能不用胶膜,与芯材的粘结强度够吗?
自粘型预浸料在生产时,树脂层的配方经过特殊调整,具备常温微粘、高温固化粘结的特性,常温下可临时粘结芯材保证叠层结构不散开,高温固化时,预浸料的树脂层会熔融并与芯材表面充分浸润、粘结,形成牢固的化学键合,其粘结强度能满足绝大多数夹层结构的使用要求,仅在航空航天等超高承力场景,需额外铺设胶膜提升粘结强度。
3. 预浸料夹层结构制作时,易出现哪些缺陷,如何避免?
最常见的缺陷为层间分离、内部气泡、芯材塌陷,避免方法如下:① 层间分离:保证芯材表面干燥、无粉尘,预浸料解冻到位,固化时保证足够的温度和压力;② 内部气泡:叠层前对预浸料进行真空除气,铺层时用辊筒压实,抽真空时保证真空度稳定(≥-0.09MPa);③ 芯材塌陷:选用与蒙皮承力匹配的芯材密度,固化时控制压力在芯材的抗压范围内,避免高压导致芯材变形。
4. 铝蜂窝芯材和芳纶蜂窝芯材的核心区别是什么,该如何选?
铝蜂窝芯材刚度高、抗压缩性好、成本相对较低,但易腐蚀、导电,适合干燥、无腐蚀的室内 / 航空场景;芳纶蜂窝芯材耐腐蚀性好、绝缘性优、抗冲击性强,但价格偏高,适合海洋、化工、有绝缘要求的场景,如船舶构件、化工设备防护层。
5. 预浸料夹层结构相比全预浸料层合结构,成本更高还是更低?
整体综合成本更低,虽然预浸料夹层结构增加了芯材的成本,但芯材的价格远低于预浸料,且夹层结构仅需薄的预浸料蒙皮即可实现高刚度,大幅减少了预浸料的使用量;同时自粘型预浸料省却了胶膜成本,制作工艺更简单,人工工时更少,因此同等刚度要求下,夹层结构的综合成本远低于全预浸料层合结构。
6. 预浸料夹层结构能否进行二次加工,如切割、钻孔?
可以,但需采用专用的加工工具和工艺,避免损伤结构:切割时选用金刚石锯片,低速匀速切割,防止蒙皮纤维起毛、芯材碎裂;钻孔时选用合金钻头,在钻孔位置做加固处理(如粘贴预浸料补强片),防止钻孔处出现蒙皮分层、芯材塌陷,加工后对切口、孔壁做密封处理,防止水分进入。
7. 泡沫芯材的预浸料夹层结构,防火性能如何,能否提升?
普通泡沫芯材(如聚氨酯泡沫)易燃,防火性能较差,可通过两种方式提升:一是选用阻燃型泡沫芯材(如阻燃 PVC 泡沫、聚酰亚胺泡沫),本身具备难燃、低烟的特性;二是在预浸料蒙皮中添加阻燃剂,或在结构表面涂刷防火涂层,形成双重防火防护,满足建筑、轨道交通等领域的防火要求。
8. 预浸料夹层结构的使用寿命受哪些因素影响?
核心影响因素有三点:一是材料选型,优质的预浸料和芯材能大幅延长使用寿命,劣质材料易出现老化、腐蚀;二是制作工艺,层间粘结不致密、有气泡等缺陷,会导致结构提前出现疲劳损伤;三是使用环境与维护,在高温、高湿、腐蚀环境下使用,若未做防护处理,芯材易老化、蒙皮易腐蚀,定期做表面防护、检查维护,能有效延长使用寿命。
9. 小批量制作预浸料夹层结构,选择哪种制作工艺更合适?
小批量、定制化制作优先选用真空袋 + 烘箱成型工艺,该工艺设备成本低(仅需烘箱、真空泵、真空袋),操作简便,无需定制昂贵的金属模具,可通过简易模具制作复杂异形构件,虽制品精度略低于热压罐成型,但能满足小批量场景的性能要求,且大幅降低生产设备投入。