预浸料成型主要有真空袋 + 固化炉与热压罐两种工艺,二者在设备成本、制品质量、适用场景上差异明显,可根据产品要求合理选择。

真空袋与固化炉预浸料工艺
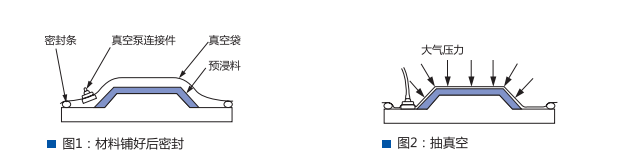
- 真空袋 + 固化炉工艺:先完成预浸料铺层,再进行装袋、密封、抽真空,利用大气压实现铺层压实,最后进入固化炉加热固化。
- 适用范围:各种厚度单板、大型夹层结构制品。
- 压力条件:最大压力约1 个大气压。
- 制品质量:良至优,部分高性能预浸料可接近热压罐水平。
- 成本特点:设备成本适中,能耗与周期成本低,性价比高。
热压罐预浸料工艺
- 热压罐工艺:在真空袋基础上,使用高压密闭容器提供可控温度、压力与真空环境,实现高精度固化。
- 适用范围:高要求结构件、蜂窝夹层结构、高性能航空构件。
- 压力条件:可提供高于大气压的外部压力,纤维体积含量更高。
- 制品质量:优,孔隙率极低,力学性能稳定。
- 成本特点:设备成本高,固化周期长,能耗高,适合高端制品。
真空袋与热压罐核心对比
- 制品质量:热压罐更优,真空袋可满足多数高性能需求。
- 适用厚度:两者均可覆盖薄至厚的全尺寸范围。
- 设备成本:真空袋 + 固化炉适中,热压罐高昂。
- 周期能耗:真空袋 + 固化炉低,热压罐高。
- 结构类型:真空袋适合大型夹层,热压罐适合高端蜂窝与承力结构。
预浸料工艺选择专业知识
在玻璃钢 / 碳纤维复合材料领域,真空袋 + 固化炉适合风电、轨道交通、高端卫浴、工业壳体等制品;热压罐主要用于航空航天、军工、高端赛车等高结构强度、低孔隙率要求场景。真空袋成型压力约 **-0.08~-0.095MPa**,热压罐可额外叠加0.2~1.0MPa外压,纤维含量可提升至65%~75%。
预浸料工艺应用案例
- 航空航天结构件:全部采用热压罐工艺,保证最高可靠性。
- 风电叶片主梁:使用真空袋 + 固化炉,成本与性能平衡。
- 汽车碳纤维部件:高端车型用热压罐,量产车型用真空袋工艺。
- 高端卫星部件:热压罐固化,尺寸稳定、性能一致。
- 轨道交通内饰:真空袋工艺,表面好、成本低。
- 竞技体育器材:高尔夫、滑雪板等采用真空袋或热压罐。
预浸料工艺选择常见问题 FAQ
- 问:预浸料主要有哪两种固化工艺?答:真空袋 + 固化炉与热压罐工艺。
- 问:真空袋工艺的最大压力是多少?答:约1 个大气压,由负压差值提供。
- 问:热压罐比真空袋好在哪里?答:压力更高、孔隙率更低、纤维体积含量更高、结构性能更强。
- 问:哪些产品必须用热压罐?答:航空航天、军工、高端蜂窝夹层等高性能结构件。
- 问:真空袋工艺能做出高质量产品吗?答:可以,高性能预浸料配合真空袋可接近热压罐品质。
- 问:真空袋和热压罐哪个成本更低?答:真空袋 + 固化炉成本更低、周期更短、能耗更少。
- 问:厚部件适合哪种工艺?答:两种工艺都适合,质量要求高选热压罐,性价比选真空袋。
- 问:真空袋工艺需要哪些设备?答:需要真空袋、真空泵、固化炉、温控与辅材系统。