首页
✨商业
推广
🎯博客
登录
注册
投稿页面
玻璃钢网
首页
投稿专栏
第25页
投稿专栏
复合材料比金属等其他材料更贵吗?
2024-03-23
0
72
29
0
投稿专栏
复合材料:它们是什么?
2024-03-23
0
26
14
0
投稿专栏
复合材料的种类
2024-03-23
0
58
25
0
投稿专栏
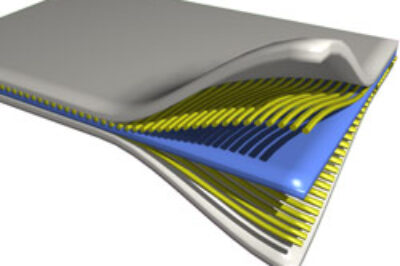
复合材料的科学与技术
2024-03-23
0
76
24
0
投稿专栏
如何知道哪种粘合剂适合您的家居装饰工作
2024-03-23
0
31
56
0
投稿专栏
关于甲板的真相:您应该考虑哪些材料以及为什么
2024-03-23
0
0
36
0
投稿专栏
为您的浴室改造选择最佳材料
2024-03-23
0
0
35
0
投稿专栏
复合材料在建筑中的应用实例
2024-03-23
0
104
33
0
投稿专栏
碳纤维:探索、创新和替代传统聚合物和金属
2024-03-22
0
98
77
0
投稿专栏
为什么碳纤维在汽车制造中变得越来越普遍?
2024-03-22
0
27
71
0
投稿专栏
汽车制造商在哪里使用碳纤维?
2024-03-22
0
102
68
0
投稿专栏
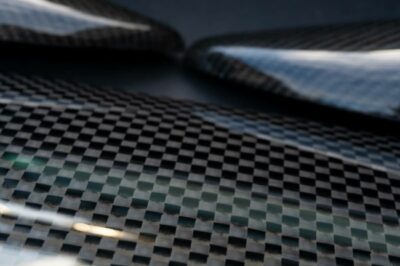
不同的碳纤维编织图案及其优势
2024-03-22
0
24
87
0
25 / 393
22
23
24
25
26
27
28
分享本页
返回顶部