本文核心介绍了真空导流强芯毡可临时用于手糊工艺,但其价格高于专用手糊型强芯毡,批量生产建议选用手糊型强芯毡以保障性价比,同时补充了两类强芯毡的专业特性及相关应用问题解答。
一、真空导流强芯毡能否用于手糊工艺
真空导流强芯毡可以直接用于手糊工艺,不存在工艺适配性的问题,在生产中若出现手糊型强芯毡临时缺货的情况,可使用真空导流强芯毡替代解决应急生产需求。
但从成本角度考量,真空导流强芯毡的生产工艺和材料特性使其定价远高于手糊型强芯毡,若为规模化、批量性的手糊工艺生产,不建议长期使用真空导流强芯毡,更换为手糊专用强芯毡能实现生产的最高性价比。
二、真空导流强芯毡与手糊型强芯毡核心特性差异
两类强芯毡均为复合材料工业专用夹芯材料,核心作用均为增加制品厚度、提升刚度并实现轻量化,但因适配工艺不同,结构和性能设计存在明显区别:
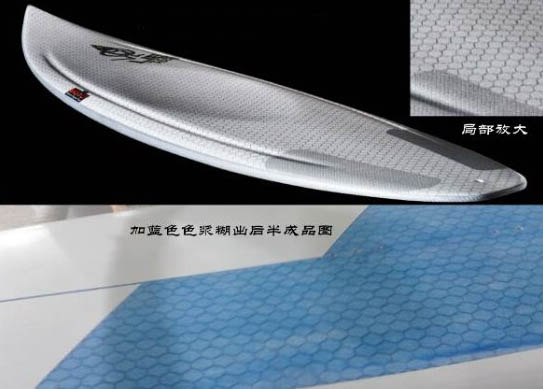
- 真空导流强芯毡:又称六边形强芯毡,为耐压型聚酯无纺夹芯材料,拥有稳定的细胞结构,在真空压力下不会压缩变形;可作为树脂导流内部流通载体,固化后形成刚性塑料蜂窝结构,提升制品层压强度,且树脂吸收率低,兼容聚酯、乙烯酯、环氧树脂等各类树脂体系。
- 手糊型强芯毡:为常规聚酯无纺布夹芯材料,无需考虑真空压力下的压缩问题,结构设计更简洁;质地柔软、易浸润、裁切方便,随形性和铺敷性好,与玻纤铺层结合力强,能有效节省手糊工艺的铺层时间,降低人工和原材料综合成本。
三、手糊工艺使用强芯毡的核心优势
手糊工艺中使用专用强芯毡,相比传统玻纤织物、短切毡等材料,具备多重生产和产品性能优势:
- 轻量化且提升刚度:等厚情况下,手糊强芯毡制品重量仅为实体玻纤玻璃钢的 50%-60%,无需增加厚重增强物即可显著提升产品结构刚度。
- 降本提效:一层 3mm 手糊强芯毡等效于 3 层 450 克短切毡或 8 层 400 克方格布的厚度,可节省 30%-40% 的糊制时间;同时大幅减少树脂用量,降低原材料和人工成本。
- 优化产品表面质量:能有效避免短切毡结构不均匀导致的布纹印透问题,提升制品表面光洁度一致性。
- 增强装配性能:在制品需要后铆接、后装配的部位局部使用,可增加握钉力,提升产品装配实用性。
四、强芯毡应用常见问题解答
- 真空导流强芯毡用于手糊工艺,是否需要调整施工方法?无需调整,真空导流强芯毡与手糊型强芯毡均兼容手糊工艺的各类树脂体系,施工时按常规手糊铺层、浸润操作即可,无特殊工艺要求。
- 手糊工艺中,真空导流强芯毡替代手糊型,产品性能会有变化吗?产品刚度、轻量化等核心性能不会降低,甚至真空导流强芯毡的蜂窝结构会让制品局部强度更高,但因材料特性,手糊施工时的铺敷顺滑度略低于专用手糊型强芯毡。
- 除了手糊和真空导流,强芯毡还有哪些适配工艺?强芯毡按品类不同,还可适配喷射、LRTM、模压等复合材料工艺,如 PE 系列强芯毡适配手糊和喷射工艺,HX CM 系列适配 LRTM、真空导入和模压工艺。
- 真空导流强芯毡的适用场景主要有哪些?主要适配真空袋树脂导流、真空灌注等闭模工艺,广泛应用于风力发电机舱罩、游艇船体、航空航天复合材料部件等对强度和精度要求较高的产品生产,可省去导流网和脱模布的使用,减少树脂浪费。