本文系统讲解复合材料真空袋成型全套工艺辅材,覆盖湿铺、预浸料、真空导入三种工艺的铺层结构、材料选型、用法与禁忌,帮你稳定真空、控胶排泡、提升制件致密性与表面质量。
一、真空袋工艺概述
真空袋成型是复合材料小批量高性能制件核心工艺,通过负压压实层板、排出气泡、控制树脂含量,适配湿铺袋压、预浸料、真空导入三大主流路线。
三种典型铺层结构
- 湿铺袋压制件→剥离层→穿孔隔离膜→吸胶透气毡→真空袋膜 + 密封胶带。作用:排泡、压实、排出多余树脂。
- 预浸料成型制件→剥离层→无孔隔离膜→透气毡→耐高温真空袋 + 高温密封胶带。作用:高温固化压实、可选择不排胶或少量排胶。
- 真空导入制件→剥离层→表面导流网→进胶 / 抽气管路→真空袋。作用:构建流道、均匀导胶、快速充模。
二、核心辅材详解
1. 真空袋膜
构建真空密封屏障,不漏气是底线。
| 类型 | 特性 | 适用场景 | 注意事项 |
|---|---|---|---|
| 聚乙烯 PE | 便宜、延展性一般 | 低温低要求湿铺、芯材定位 | 易污染、密封不稳,不建议用于关键件 |
| 尼龙 / 改性尼龙 | 伸长率>300%、耐 200℃ | 95% 通用场景、环氧 / 酚醛外体系 | 标准厚度约 50μm, Wrightlon 偏脆、Ipplon 偏韧 |
| 高弹膜 | 随形极强、薄 | 外凸件、预浸料抽实、长条胶带 | ❌禁止用于导入,易内凹起堆、破坏流道 |
| 压花纹理膜 | 自带透气通道 | 抽实、芯材粘接、允许表面纹理 | 刚性偏高,复杂曲面适配一般 |
- 形态:卷料、V 形对折、筒料;筒料适合长杆件、无内缝。
2. 剥离层(脱模布)
防粘、留纹理、便于二次粘接 / 涂装,可局部使用。
- 无涂层尼龙:经济、不留残、贴合好,通用首选;导入工艺难撕。
- 聚酯:更软易撕、性价比高,耐温略低于尼龙。
- 有涂层(有机硅):易剥离,导入首选;粘接面建议加一层无涂层。
- 特氟龙:极难粘,用于流道 / 定位条下方,防粘但粘接纹理一般。
- 斜切使用:45° 裁切,转角更服帖、少褶皱。
- 预浸料专用剥离层:避免吸走预浸料树脂,防止表面针孔。
3. 隔离膜
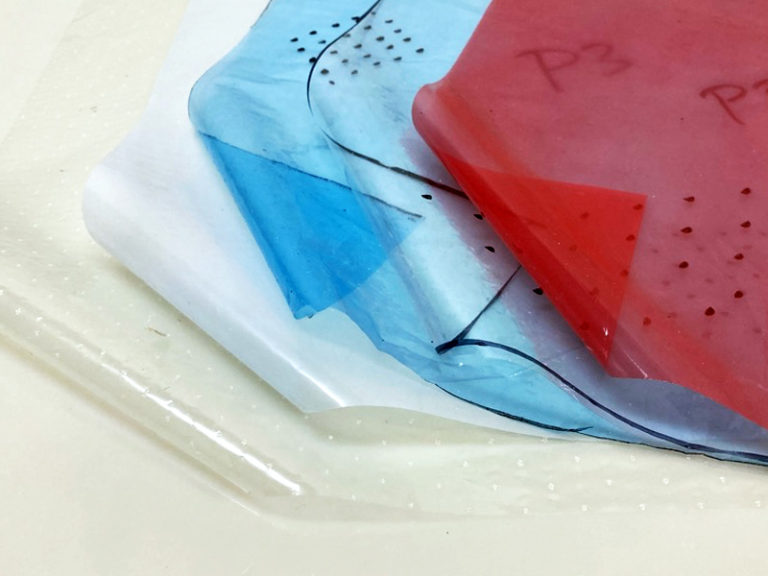
隔离制件与透气毡,控制排胶量。
- 穿孔型:湿铺、常规预浸料;标准P3孔型通用。多孔度排序:P31>P3>P90>P6,孔越多排胶越多。
- 无孔型:热压罐 / 超薄预浸件,锁胶、精准控纤维含量。
- 材质:普通 PET(低温)、氟素膜(高温高延展)。
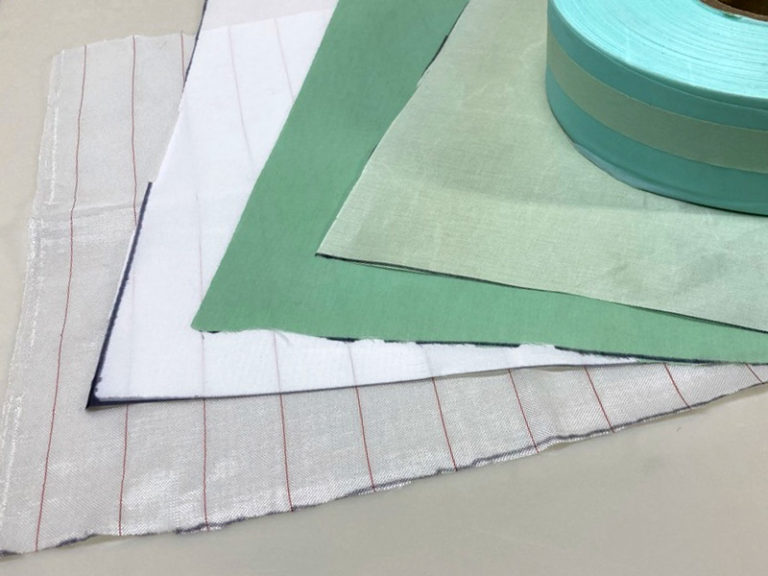
4. 透气毡与吸胶毡
- 透气:均布真空、排气通路。
- 吸胶:吸收穿孔膜溢出的多余树脂。
- 薄型:贴合好、不易印压痕,树脂少时用。
- 厚型:吸胶量大,适合厚件 / 高树脂体系。
- E‑玻纤布:吸胶精准、可斜切,适合精密控胶。
- 分离式设计:穿孔膜 + 吸胶层 + 无孔膜 + 透气层,精准控排胶。
5. 组合辅材
一体化层:剥离层 + 隔离膜 + 透气毡三合一,平板高效,曲面服帖性下降。
简易组合:喷雾胶将隔离膜与透气毡预粘,提升铺层效率。
6. 导流介质(真空导入专用)
大幅降低流动阻力,树脂从上向下浸润。
- 菱形网:有流向,卷绕方向流速约 2 倍。
- 乱丝网:无明显流向,分布均匀。
- 层间导流:玻纤网格、连续毡,留在制件内提升层间流动。
- 组合导流:剥离层 + 导流网一体,省工时、略费胶。
7. 喷雾胶
固定辅材定位、防止滑移;导入用树脂可溶型,带色便于查看喷涂量,工业大包装更经济。
8. 导入管路与分配系统
- 螺旋管:通用进胶 / 抽气,外包剥离层防卡袋。
- 欧米茄:宽流道、进胶更快。
- MTI / 半透管:透气不透胶,防抽跑树脂。
9. 半透材料
透气不透树脂,替代隔离膜,持续排气,适合导入与精密控胶。
10. 密封胶带
真空袋密封核心,厚 3mm× 宽 12mm 为标准,薄款慎⽤。
- 耐温分级:室温、120℃、180℃、204℃+,预浸料必须匹配固化温度。
- 用法:可预贴在袋上再合模,褶皱对称、留足余量防拉裂。
11. 辅助胶带
- 美纹纸:低温临时固定,高温后难撕。
- 防粘胶带:可直接贴制件,除胶边无残。
- 收缩带:芯轴缠绕、边角压实,替代 / 辅助真空。
- 拉伸带:无收缩,用于预浸料缠绕定型。
三、补充专业知识
- 真空度与致密性:工业标准≥−97kPa,压力不足直接导致孔隙、层间弱、强度下降。
- 排胶逻辑:穿孔大小 / 密度→吸胶材克重→最终纤维含量;无孔膜 = 锁胶,适合高承载结构。
- 温度匹配铁律:所有辅材耐温必须高于固化温度 10–20℃,防熔、防粘、防污染。
- 树脂兼容性:尼龙膜不耐酚醛;高弹膜慎用苯乙烯类(聚酯 / 乙烯基酯)。
四、常见问题与解决办法
Q1:真空一直漏,找不到漏点?
A:① 袋膜有针孔 / 划伤,更换或贴补;② 密封胶带沾树脂 / 灰尘,清洁重贴;③ 转角褶皱拉裂,重新做对称褶皱并加强;④ 接头密封不良,用半透 / 密封胶补强。
Q2:制件表面富树脂、偏软?
A:① 换多孔隔离膜(如 P3→P31);② 加厚 / 增加吸胶毡;③ 延长保压时间;④ 检查真空是否达标。
Q3:导入出现干斑、浸润不全?
A:① 加密导流网、优化流道;② 降低树脂黏度、提高温度;③ 检查真空,保证全程稳定;④ 避免袋膜压迫导流网。
Q4:脱模布撕不下、粘在制件上?
A:① 导入改用有涂层剥离层;② 中间加一层隔离膜;③ 降低固化温度 / 时间;④ 选用聚酯型剥离层。
Q5:辅材痕迹印在制件表面?
A:① 换薄型透气毡;② 增加隔离膜平滑过渡;③ 复杂曲面改用高弹袋;④ 减少吸胶层厚度。
Q6:预浸料高温固化漏胶 / 袋失效?
A:① 换无孔隔离膜;② 使用高温密封胶带;③ 袋膜选耐 200℃+ 尼龙;④ 确保抽实充分。
五、快速选型口诀
- 湿铺:尼龙袋 + P3 隔离膜 + 薄透气毡 + 常温胶带。
- 预浸料:高温尼龙袋 + 无孔膜 + 透气毡 + 高温胶带。
- 真空导入:尼龙袋 + 涂层剥离层 + 导流网 + 螺旋管 + 半透辅助。