
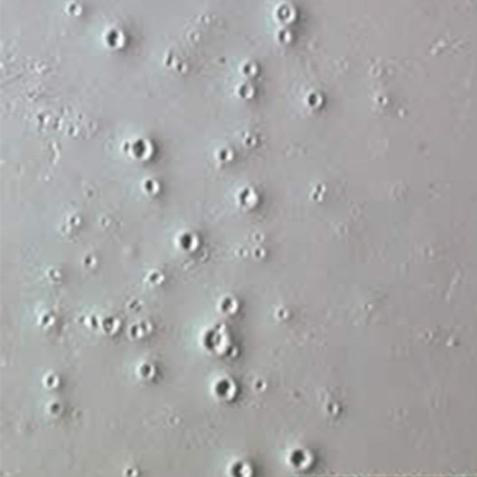
喷胶衣过程中出现的鱼眼缺陷,是复合材料成型加工中高频出现的涂装问题,典型特征为胶衣涂层表面形成大小不一的圆形凹坑,部分凹坑中心会有微小杂质点,该缺陷的本质是模具 / 涂层表面张力失衡与污染物干扰,导致胶衣在模具表面无法均匀润湿、流平,最终形成缩孔状凹坑。鱼眼缺陷不仅影响制品表面光洁度,还可能降低胶衣层的附着力和防护性能,需从成因根源针对性采取解决办法,同时做好全流程预防,才能彻底规避该问题。
一、喷胶衣产生鱼眼的核心成因
胶衣鱼眼的形成并非单一因素导致,而是污染物干扰、脱模剂使用不当、工艺参数不合理、表面张力不匹配等因素共同作用的结果,其中脱模剂残留和硅酮类污染物是最主要诱因,具体可分为四大类:
1. 脱模剂残留或使用规范缺失
这是鱼眼产生的首要原因,脱模剂的成分与使用方式直接干扰胶衣的附着效果。硅酮类脱模剂易在模具表面形成难以清除的薄膜,胶衣无法在该区域润湿,会直接被 “推开” 形成凹坑;若脱模蜡与脱模剂混合使用、脱模剂涂抹不均出现局部堆积,或新补涂的脱模剂未充分固化就喷涂胶衣,都会破坏胶衣与模具的结合基础,诱发鱼眼。
2. 模具及施工环境存在污染物
模具表面的蜡渍、油污、粉尘、手汗,以及压缩空气管道中的水分、油污、硅酮杂质,会大幅降低模具表面自由能。这些污染物会成为凹坑核心,胶衣喷涂后会绕开杂质点收缩,形成典型的鱼眼特征;其中硅酮类污染物附着力极强,普通溶剂擦拭难以彻底清除,会持续引发鱼眼问题。
3. 胶衣本身及施工参数不合理
胶衣自身性能或施工操作不当,会导致其表面张力不足、流平性变差,无法填补微小凹陷。如胶衣施工厚度未达 0.4-0.6mm 的标准、粘度和触变指数过低;喷涂时喷枪压力过大 / 过小、喷嘴与模具距离过近 / 过远,导致胶衣雾化不良;喷涂设备 / 管路未清洁,杂质随胶衣一同附着在模具表面,都会直接诱发鱼眼。
4. 模具与胶衣表面张力失衡
这是鱼眼产生的底层物理原因,胶衣的表面张力若高于模具的临界表面张力,会出现润湿性不足的问题,胶衣液体因表面张力作用会从能量较高的边缘向内收缩,无法均匀铺展在模具表面,最终形成缩孔状的鱼眼,即使模具无明显污染物,也可能因该问题出现鱼眼缺陷。
二、喷胶衣鱼眼的针对性解决办法
解决胶衣鱼眼需遵循 **“先除污、再调参、最后匹配表面张力”** 的原则,针对不同成因采取精准措施,已出现鱼眼的涂层需先处理缺陷再重新施工,避免问题反复:
(一)彻底清洁,根除各类污染物干扰
- 模具表面:先用碱性专用清洁剂擦拭清除脱模剂残留,针对硅酮、蜡渍等顽固污染物,配合专用除硅剂反复擦拭,必要时用 400-600 目砂纸手工轻磨或非循环磨料喷砂处理,最后用无尘布蘸取丙酮 / 无水乙醇擦拭,确保模具表面无任何杂质;
- 施工设备:拆解清洁喷枪、输料管路,排空压缩空气管道中的水分和油污,在喷枪进气口加装油水分离器,防止施工过程中二次污染;
- 施工环境:对涂装区域进行封闭除尘,禁止在区域内使用含硅油的抛光剂、气雾剂、护手霜等,施工人员穿戴无绒防静电工作服,避免手汗、毛发接触模具。
(二)规范脱模剂选择与使用,从源头减少干扰
- 禁用硅酮类脱模剂:高光制品、需后续涂装 / 粘接的制品,优先选用 PVA 膜型脱模剂、氟素半永久脱模剂或水性脱模剂,这类脱模剂残留极低,不影响胶衣附着;普通手糊工艺可选用蜡基脱模剂,严格薄涂并充分擦匀,避免堆积;
- 杜绝脱模蜡与脱模剂混合使用,新模具或补涂脱模剂后,需待其在常温下充分固化(通常 2-4 小时)再进行胶衣喷涂;
- 高端成型工艺选用专用脱模剂体系(如肯天 Zyvax®),配合配套清洁剂、封孔剂使用,实现低转移、高光泽的成型效果,从根源规避脱模剂引发的鱼眼。
(三)调整胶衣及施工参数,保证流平与附着效果
- 控制胶衣施工厚度:采用 **“多次薄喷”** 方式(3-4 遍),最终厚度控制在 0.4-0.6mm,避免单次喷涂过薄导致表面张力不足,或过厚导致流挂、积胶;
- 优化胶衣自身性能:不随意添加溶剂稀释胶衣,若粘度偏低,通过厂家指定的增稠剂调整触变指数,保证胶衣的流平性和表面张力达标;
- 规范喷涂操作:喷枪喷嘴与模具表面保持45-75cm距离,喷涂压力控制在 0.3-0.5MPa,匀速移动喷枪,保证胶衣雾化均匀,减少气泡卷入和局部流平不均。
(四)优化表面张力匹配度,提升胶衣润湿性
- 提高模具表面张力:对低表面能模具进行电晕、等离子或火焰处理,通过物理方式提升模具临界表面张力,让胶衣能充分润湿模具表面;
- 优化胶衣配方:在胶衣中添加适量非硅酮类润湿流平剂(如氟碳类、丙烯酸类表面活性剂),将胶衣表面张力降至 30-40mN/m,提升与模具的匹配度;注意避免硅基消泡剂过量添加,防止引发新的表面张力失衡;
- 稳定施工环境:将施工环境温度控制在 20-28℃,相对湿度 50%-70%,避免温度过低导致胶衣流平慢、温度过高导致胶衣快速凝胶,减少环境因素引发的流平异常。
(五)已出现鱼眼缺陷的涂层处理
若胶衣喷涂后已出现鱼眼,未凝胶时可立即用无尘布蘸取少量胶衣原液轻擦凹坑处,利用胶衣流动性填补;若胶衣已初步凝胶,需待完全固化后,用砂纸将鱼眼区域打磨平整,清洁后重新薄喷胶衣,确保涂层表面平整。
三、喷胶衣鱼眼的全流程预防关键要点
鱼眼缺陷的处理远不如提前预防,需将预防措施融入模具预处理、材料准备、施工操作、环境管控全流程,从源头规避各类诱因,具体核心要点如下:
- 清洁常态化:模具使用后立即彻底清洁,去除脱模剂残留和杂质;施工设备每次使用后拆解清洁,定期维护油水分离器,杜绝污染物积累;
- 脱模剂标准化:根据制品要求精准选型,制定脱模剂使用规范,禁止混用不同类型脱模剂,安排专人负责涂抹,确保薄涂、均匀、充分固化;
- 工艺参数固定化:针对不同型号胶衣,制定标准化的喷涂参数(厚度、压力、距离),要求施工人员严格执行,避免随意调整;
- 表面张力提前匹配:新模具或首次使用的胶衣型号,提前测试胶衣与模具的表面张力匹配度,必要时提前对模具进行物理处理或在胶衣中添加润湿流平剂;
- 环境封闭化:将胶衣喷涂区域设置为独立封闭空间,安装除尘、控温、控湿设备,禁止无关人员进入,减少环境污染物干扰;
- 人员专业化:定期对施工人员进行操作培训,讲解鱼眼成因与预防要点,杜绝脱模剂混用、清洁不彻底、喷涂操作不规范等违规行为。
四、常见问题解答
- 喷胶衣时少量鱼眼不处理,会影响制品后续使用吗?会影响。即使是少量鱼眼,不仅会降低制品表面光洁度,还会导致鱼眼处胶衣层厚度不足,降低该部位的防腐蚀、抗老化性能;若制品需后续涂装或粘接,鱼眼处会出现附着不牢、掉漆等问题,建议彻底处理后再进行后续工序。
- 蜡基脱模剂擦匀后,仍出现鱼眼是什么原因?大概率是模具表面存在隐性硅酮污染(如之前使用过硅酮脱模剂未彻底清除),或压缩空气管道中含有硅酮杂质;可先用专用除硅剂对模具进行全面清洁,同时检查并清洁压缩空气管路,加装高精度油水分离器,再重新施工。
- 多次薄喷胶衣,仍出现鱼眼,问题出在哪里?主要原因有两点:一是胶衣中未添加润湿流平剂,表面张力与模具不匹配;二是模具表面经过多次使用,临界表面张力下降,润湿性变差;可在胶衣中添加厂家指定的非硅酮类润湿流平剂,或对模具进行等离子 / 火焰处理,提升表面张力后再喷涂。
- 水性胶衣比油性胶衣更易出现鱼眼吗?并非绝对,水性胶衣的表面张力略高于油性胶衣,若模具表面张力偏低,确实更易出现润湿性不足的问题,但只要做好模具清洁、提升模具表面张力,并添加适配的润湿流平剂,水性胶衣可有效规避鱼眼;油性胶衣若脱模剂残留或有硅酮污染,同样会高频出现鱼眼。
- 施工环境湿度大,会引发胶衣鱼眼吗?会间接引发。高湿度环境下,模具表面易凝结水汽,降低模具表面自由能,同时胶衣的固化速度会变慢,流平时间延长,若此时模具存在轻微污染物,就极易诱发鱼眼;建议在高湿度环境下开启除湿设备,将相对湿度控制在 70% 以下,再进行胶衣喷涂。
- 胶衣中添加消泡剂会导致鱼眼吗?硅基消泡剂过量添加会导致。硅基消泡剂中的硅酮成分会在胶衣表面形成局部低表面张力区域,引发胶衣收缩形成鱼眼;建议选用非硅酮类消泡剂(如聚醚类),并严格按照厂家推荐的比例添加,避免过量。
- 新模具首次喷胶衣,为何也会出现鱼眼?新模具表面可能存在生产残留(如脱模剂、油污、模具加工的金属粉尘),或模具基材本身表面张力偏低,润湿性不足;新模具使用前需进行全面的清洁打磨,必要时进行等离子处理提升表面张力,再涂抹脱模剂进行施工。





