本文详细讲解环氧树脂工艺品模具的核心制作方法,重点介绍定制硅胶模具的实操步骤,同时补充 3D 打印、织物基底等另类模具制作技术,结合精准配比、消泡脱模等专业技巧与常见问题解答,助力新手快速掌握环氧树脂模具制作全流程。
模具在树脂艺术品中的关键作用
模具是环氧树脂艺术创作的核心工具,能实现直接浇筑无法完成的复杂造型,同时为作品量产、细节复刻提供支撑,其中硅胶模具因适配性强成为主流选择,具体核心作用体现在五方面:
- 实现所需的形状和纹理:可精准塑造光滑光泽面或复杂纹理面,将创意转化为实际的树脂作品形态。
- 一致性和复制:保证同系列作品的造型统一性,支持多次复刻设计,适合树脂艺术品的批量创作与销售。
- 硅胶模具的灵活性:硅胶材质具备良好柔韧性与弹性,固化后的树脂可轻松脱模,且不会损伤模具和成品。
- 复杂设计:硅胶模具可制作出几何图案、精致花卉等细节丰富的造型,为创作提供多元可能性。
- 多面性:可根据设计定制模具,也能利用容器、厨房用具、自然物体等现成物品作为非常规模具,创意发挥空间大。
定制硅胶模具制作全步骤
硅胶模具是环氧树脂工艺品制作的常用模具类型,定制款能完美匹配个性化设计,实操需遵循清洁、制盒、混合、脱模四大核心步骤,每一步的专业操作细节如下:
准备要成型的原始物体或雕塑
先用肥皂清水或温和清洁剂清洁原型表面,去除油污、灰尘,关键专业点:原型表面若有缝隙或凹陷,可提前用补土填平,避免硅胶填充后形成多余纹路;清洁后需将原型完全晾干,表面无水分残留,否则会导致硅胶模具出现气泡。
构建一个模具盒以容纳硅胶
选用泡沫板、塑料容器、纸板等材料制作模具盒,模具盒的尺寸需比原始物体大 2-3cm,高度需保证硅胶能完全覆盖原型且厚度不低于 5mm;关键专业点:模具盒的拼接处需用胶带密封,防止硅胶渗漏,原型需用热熔胶或支架固定在模具盒中心,避免浇注硅胶时原型偏移。
混合并倒入硅橡胶
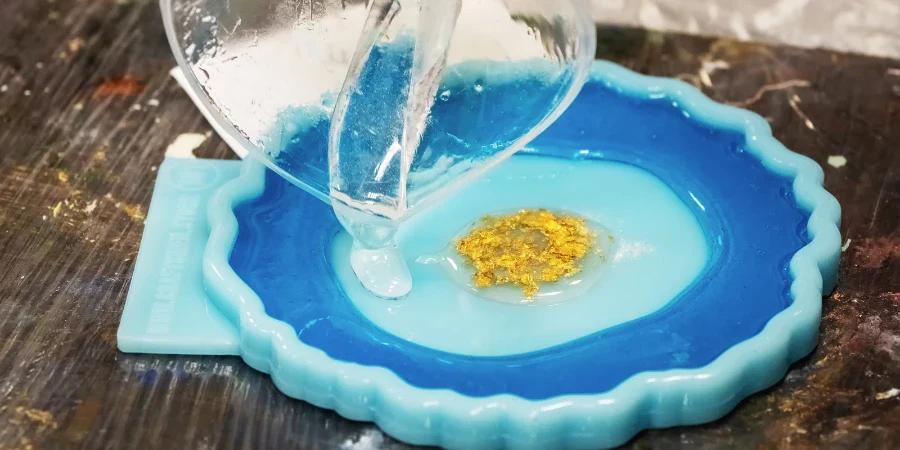
按硅橡胶制造商说明,将基料和催化剂按比例(常见 1:1、10:1)用数字秤精准称量,放入混合容器中沿同一方向缓慢搅拌 3-5 分钟,搅拌时刮擦容器壁和底部,确保无未混合的原料;关键专业点:搅拌完成后可将混合液静置 5 分钟,或放在震动台上震动 30 秒,排出搅拌产生的气泡;浇注时将硅胶沿模具盒壁缓慢倒入,避免直接冲击原型产生新气泡,直至硅胶完全覆盖原型且高出表面 2-3mm。
脱模并去除硅胶模具上的任何瑕疵
硅胶在常温 20-25℃下需固化 24-48 小时,关键专业点:低温环境下可适当延长固化时间,切勿提前脱模,否则模具易变形;固化后先拆除模具盒,再轻轻从原型上剥离硅胶模具,用锋利美工刀或剪刀修剪模具边缘的毛边、多余硅胶,若模具表面有细小气泡孔,可使用硅胶补胶填充修复。
其他树脂艺术模具制作技术
除定制硅胶模具外,可根据创作需求选择 3D 打印、织物基底等另类模具制作技术,能实现传统模具无法达到的造型效果,两种技术的实操要点如下:
3D 打印模具
依托 3D 打印技术设计并打印定制模具,可制作出传统工艺难以实现的复杂几何造型、精准镂空结构;专业要点:打印材料优先选择光敏树脂、PLA,打印完成后需对模具表面进行打磨抛光,降低粗糙度,避免脱模时粘连树脂;模具内壁需均匀涂抹脱模剂,提升脱模效果。
基于织物的模具
以蕾丝、网眼、粗麻布等织物为基底,将织物浸泡在低粘度环氧树脂中,充分浸润后覆盖在支撑结构上,定型固化后形成具有独特纹理的模具;专业要点:织物需提前清洁晾干,避免杂质影响纹理效果;浸泡树脂时需挤出织物中的气泡,支撑结构可选用泡沫、石膏等易拆除材料,方便后续脱模。
环氧树脂模具制作核心技巧
想要制作出无瑕疵、耐用性强的环氧树脂模具,需掌握配比、脱模、消泡、操作四大核心技巧,同时规避实操中的常见误区,具体技巧如下:
正确测量和混合
树脂与固化剂的配比需严格遵循制造商说明,优先使用数字秤称量(重量比),避免用量杯目测(体积比易出现误差);常见环氧树脂与固化剂配比为 1:1、100:50,专业要点:配比误差超过 5% 会导致模具固化不完全、变脆或粘手;混合时沿同一方向缓慢搅拌,速度控制在 10-20 转 / 分钟,减少空气带入。
使用脱模剂
不同模具材质搭配对应的脱模剂,硅胶模具选用有机硅脱模剂,塑料、金属、织物模具可选用凡士林、烹饪喷雾、脱模蜡;专业要点:脱模剂需均匀涂抹在模具内壁,涂抹 2-3 层,每层晾干后再涂下一层,避免遗漏角落,否则会导致树脂与模具粘连,脱模时损坏成品。
气泡预防与消除
气泡是模具制作的常见问题,需从 “预防产生” 和 “主动消除” 两方面入手,核心消泡方法:
- 浇注前:硅胶 / 树脂混合液静置 5-10 分钟,或用震动台、手机震动模式震动 30 秒 – 1 分钟,让气泡上浮;
- 浇注中:沿模具壁缓慢倒入,避免冲击,复杂模具可分层浇注,每层浇注后消泡再倒下一层;
- 浇注后:用牙签、细针刺破表面可见气泡,或用丁烷火炬在表面快速扫过(1-4 秒 / 次),破坏微小气泡。
小心脱模与模具保养
脱模时从模具边缘开始,轻轻弯曲、扭曲模具,让空气进入模具与树脂的缝隙,再缓慢剥离成品;专业要点:切勿用力拉扯,否则易导致成品断裂、模具变形;模具使用后需用清水清洁,晾干后涂抹脱模剂,放置在阴凉干燥处保存,避免阳光直射、高温烘烤,延长模具使用寿命。
复杂模具特殊处理
对于深腔、镂空等复杂模具,需在模具侧壁开设通风孔(直径 1-2mm),让浇注时的空气顺利排出;专业要点:通风孔开设在模具的高点和拐角处,浇注完成后可用硅胶棒堵塞通风孔,防止树脂流出。
环氧树脂模具制作常见问题与解答
新手制作环氧树脂模具时,易出现固化不完全、气泡过多、脱模困难等问题,以下为高频问题的原因分析与解决方法:
模具固化不完全,表面粘手
原因:树脂与固化剂配比误差大、混合不充分、环境温度过低(低于 15℃)、湿度太高(高于 60%);
解决:按标准比例重新配比,充分搅拌至无条纹;将模具放置在 20-25℃、干燥通风的环境中,低温时可适当加热(30-40℃)加速固化;若局部粘手,可涂抹少量固化剂,放置一段时间后打磨。
模具表面气泡过多,无法消除
原因:搅拌速度过快、浇注时直接冲击原型、未进行消泡处理、原型表面有水分;
解决:降低搅拌速度,沿容器壁缓慢搅拌;浇注时沿模具壁倒料,避免冲击;混合液静置 + 震动双重消泡;原型清洁后完全晾干,无水分残留。
脱模时成品与模具粘连,无法剥离
原因:未涂抹脱模剂或脱模剂涂抹不均、模具未完全固化、原型表面有油污;
解决:模具内壁均匀涂抹 2-3 层脱模剂;确保模具完全固化后再脱模;原型清洁时彻底去除油污,必要时用酒精擦拭。
硅胶模具易变形,使用寿命短
原因:硅胶浇注厚度过薄(低于 3mm)、提前脱模、使用后未正确保养;
解决:硅胶浇注厚度不低于 5mm,复杂部位适当加厚;严格遵循固化时间,不提前脱模;使用后清洁晾干,涂抹脱模剂后阴凉保存。
树脂与固化剂混合后快速凝固,操作时间短
原因:选用了快速固化型固化剂、环境温度过高、混合量过多;
解决:更换慢干型固化剂,延长操作时间;将混合容器放在冰袋上降温,降低反应速度;少量多次混合,控制单次混合量在操作时间内用完。
结论
环氧树脂工艺品模具制作是树脂艺术创作的基础技能,掌握定制硅胶模具的核心步骤,结合 3D 打印、织物基底等另类技术,再运用精准配比、消泡脱模、模具保养等专业技巧,能有效提升模具制作质量。同时,针对固化不完全、气泡过多等常见问题,找准原因并及时解决,可避免实操中的失误。通过合理的模具制作与运用,不仅能实现复杂造型的创作与复刻,还能自由尝试不同的颜色、纹理搭配,为环氧树脂工艺品的创作打开更多创意空间,制作出精致、独特的树脂艺术品。