
本文核心围绕复合材料夹芯材料的选择展开,明确需从组成、密度、构造及成本四大核心维度评估,结合结构设计要求、应用环境、层压工艺三大关键因素建立参数体系,同时补充常见夹芯材料特性、成本控制及常见问题解决办法,为玻璃钢行业夹芯材料的合理匹配提供实操指导。

一、夹芯材料选择的核心评估维度
夹芯材料的选择并非单一匹配,需综合四大核心维度,避免仅关注基体材料而忽视关键影响因素,确保材料与产品需求精准适配:
- 组成特性:不同夹芯材料的化学组成决定其基础性能,如聚合物泡沫的耐腐蚀性、蜂窝材料的力学强度,需匹配产品的核心功能需求;
- 密度参数:密度是影响材料力学性能、耐环境性的关键,多数多孔泡沫材料的强度、耐腐蚀性随密度升高而提升(如低密度聚氨酯泡沫力学性能差,高密度款可达到高强度标准);
- 构造形式:材料的构造直接影响力学行为,如苯乙烯丙烯腈(SAN)泡沫层压在刚性片材中可获得优异损伤容限,采用柔性(刻痕)构造则力学性能大幅下降;
- 成本预算:评估工具常忽视的关键因素,需平衡材料成本、加工成本与性能,避免 “最低成本材料适配最便宜部件” 的误区,优先选择 “性能达标前提下性价比最优” 的材料。
二、夹芯材料选择的三大关键前置因素
选择夹芯材料前,需先明确产品的核心使用场景与生产工艺,建立关键参数列表,核心围绕结构设计、应用环境、层压工艺三大因素展开:
(一)结构设计要求(核心性能导向)
结构设计对夹芯材料的力学性能有明确要求,需重点关注以下指标,同时结合产品是否有疲劳极限、损伤容限等特定需求:
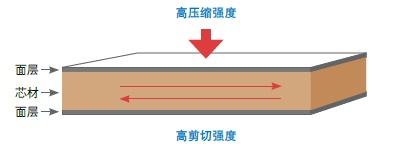
- 基础力学指标:剪切强度与模量、压缩强度与模量、表面与芯部的粘结强度(拉伸 / 剥离状态),是保证夹芯结构稳定性的核心;
- 损伤容限:主要通过剪切延伸率分级,但能量吸收效果还受剪切强度、剥离强度影响,冲击载荷下使用的产品需重点评估;
- 特殊性能需求:如长期承受动态载荷的产品需关注疲劳极限,承重结构需强化压缩强度(如压缩强度>700psi 时,可选芯材范围较窄,可直接锁定高刚性材料)。
(二)应用环境适配(服役条件导向)
产品的服役环境直接决定夹芯材料的耐候、耐腐等特性,需针对性规避环境风险,核心评估以下场景:
- 介质接触环境:是否暴露于水、化学品(如酸碱溶液),需选择耐腐蚀性适配的材料(如闭孔 PVC 泡沫耐水性优异,适合 marine 环境);
- 温度环境:是否长期处于高温(>80℃)或低温(<-20℃),高密度聚合物泡沫的耐温性通常优于同类型低密度产品,需避免非耐高温泡沫长期暴露在极端温度下(但无需担心树脂放热的短期温度尖峰,非耐高温泡沫可承受该瞬时高温);
- 特殊环境要求:是否需要耐火、阻燃,可通过调整树脂含量提升耐火性,或直接选择阻燃型夹芯材料(如阻燃聚氨酯泡沫)。
(三)层压工艺适配(生产可行性导向)
夹芯材料需与层压工艺兼容,否则会导致层压质量差,进而影响产品服役性能,核心关注以下工艺指标:
- 树脂相容性:重点是苯乙烯抗性,部分泡沫的相容性与密度相关(低密度泡沫相容性通常更好),需确保材料与所用树脂不发生化学反应;
- 耐温性(尺寸稳定性):层压过程中树脂放热会产生短期高温,材料需在该温度下保持尺寸稳定,避免变形;
- 开孔率:影响树脂渗透与气体排出,开孔率过高易导致树脂过度吸收,过低则可能出现层间气泡;
- 加工适配性:是否便于穿孔、刻痕、切割,以适配弯曲表面或促进气体 / 树脂流动(除蜂窝材料外,多数芯材需穿孔 / 刻痕保证气体逸出)。
三、常见夹芯材料特性及适用场景
玻璃钢行业常用夹芯材料主要分为泡沫类、蜂窝类、纤维毡类,各自的性能特点与适用场景差异显著,具体对比如下:
| 夹芯材料类型 | 代表产品 | 核心性能 | 适用场景 | 注意事项 |
|---|---|---|---|---|
| 泡沫类 | 聚氨酯泡沫 | 低密度款成本低,高密度款力学强度高,韧性好 | 普通结构件、装饰件,高密度款可用于轻度承重部件 | 低密度款耐水性、耐腐蚀性较弱,避免长期接触水 / 化学品 |
| 泡沫类 | 闭孔 PVC 泡沫 | 耐水性优异,剪切强度高,尺寸稳定性好 | 船艇、管道、户外设备等潮湿环境下的结构件 | 加工时需穿孔,促进树脂流动与气体排出 |
| 泡沫类 | 苯乙烯丙烯腈(SAN)泡沫 | 刚性片层压时损伤容限高,柔性构造适配弯曲表面 | 复杂型面结构件、需要抗冲击的部件 | 构造形式直接影响性能,需根据成型需求选择刚性 / 柔性款 |
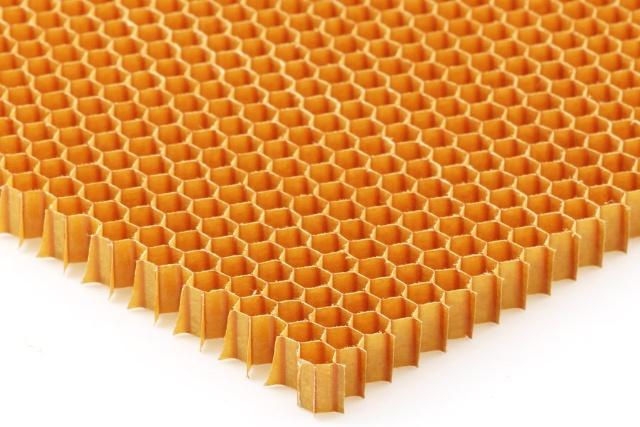
| 蜂窝类 | 芳纶纸蜂窝(诺梅克斯蜂窝) | 力学强度极高,重量轻,耐冲击 | 高性能承重结构件、航空航天复合材料、高端模具 | 成本高,加工工艺复杂,适合对重量和强度要求极高的场景 |
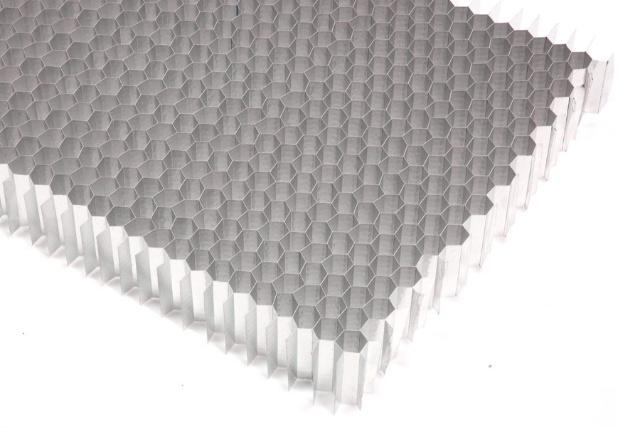
| 蜂窝类 | 铝蜂窝 | 强度高,导热性好,性价比高 | 工业设备外壳、建筑装饰材料、承重平板 | 耐腐蚀性一般,需做好表面防腐处理,避免潮湿环境 |
| 纤维毡类 | 强芯毡 | 树脂吸收均匀,粘结性好,成型性优异 | 玻璃钢模具、中小型结构件,需要提升层间强度的产品 | 需配合树脂充分浸润,避免层压时出现空鼓 |
四、夹芯材料选择的实操流程(从筛选到确定)
- 明确核心需求:根据产品的结构设计要求(如承重、抗冲击)、应用环境(如温度、介质)、生产工艺(如层压、热成型),列出关键性能参数清单(如压缩强度≥500psi、耐水性、可热成型等);
- 初步筛选材料:根据参数清单剔除力学性能、耐环境性不达标者,如压缩强度>700psi 时直接锁定高刚性蜂窝材料或高密度泡沫;
- 性能 – 成本平衡:在达标材料中,对比材料成本、加工成本(如是否需要复杂穿孔、热成型)、树脂吸收量(影响耗材成本),选择 “最低密度或最低价格下性能最佳” 的产品;
- 工艺兼容性验证:确认材料与层压工艺适配,如树脂相容性、加工适配性,必要时做小样层压测试,避免批量生产时出现粘结不良、变形等问题;
- 最终确定与优化:结合产品几何形状,确定芯材的构造与加工方式(如弯曲表面需切割处理,热成型泡沫可加凹槽促进树脂流动)。
五、夹芯材料层压工艺的核心原则(避免服役性能失效)
零件较差的服役性能多由低质量层压导致,层压过程需严格遵循以下原则,确保夹芯材料与表层材料紧密结合,发挥最佳性能:
- 保证充分粘结:避免 “从不粘结” 问题,层压前清洁芯材表面,确保与树脂、表层材料的粘结强度,必要时做表面活化处理;
- 细节处理到位:填充芯材切口,防止树脂堆积或气泡残留;芯部边缘进行倒圆角处理,避免应力集中导致开裂;
- 分离敏感区域:将芯部与开口位置分离,防止水分、化学品从开口处渗入芯材,影响使用寿命;
- 控制树脂吸收:通过穿孔、刻痕等方式平衡树脂吸收的统一性,减少芯部过度吸胶导致的成本浪费与性能下降。
六、夹芯材料选择的成本控制技巧
总成本主要由材料成本、精加工成本、树脂吸收成本三部分构成,控制成本需从全流程入手,而非单纯追求低价材料:
- 材料成本优化:挖掘材料价值,避免 “低价材料配低价部件”,如普通装饰件可选用低密度聚氨酯泡沫,轻度承重件可选用性价比更高的闭孔 PVC 泡沫,而非盲目选择芳纶纸蜂窝;
- 精加工成本控制:除压力机制造平板外,提前对芯材(蜂窝除外)进行穿孔 / 刻痕,减少成型时的二次加工;选择可热成型的泡沫材料,降低复杂型面的加工难度;
- 树脂吸收控制:通过合理设计芯材开孔率、加工凹槽等方式,减少树脂吸收量,同时保证树脂均匀浸润,避免因局部吸胶过多导致的浪费。
七、夹芯材料选择与使用的常见问题及解决办法
夹芯材料选择和应用中,问题多源于 “性能与需求不匹配、层压工艺不当、环境适配错误”,具体问题及针对性解决办法如下:
- 夹芯结构层间粘结不牢,出现剥离
- 原因:芯材表面未清洁,树脂与芯材相容性差,层压时未充分压实,芯材边缘未倒圆角导致应力集中;
- 解决:层压前彻底清洁芯材表面,做相容性测试确保树脂与材料适配,层压时充分压实排出空气,芯材边缘按要求倒圆角,剥离处清理后重新涂胶层压。
- 产品在潮湿环境下性能下降,芯材老化
- 原因:选择了耐水性差的夹芯材料(如低密度聚氨酯泡沫),芯材与开口位置未分离,水分渗入芯部;
- 解决:更换闭孔 PVC 泡沫等耐水性优异的材料,重新设计结构分离芯部与开口位置,对已老化的芯材进行更换,做好表面密封处理。
- 夹芯材料加工时易开裂、变形
- 原因:材料密度过高导致脆性大,加工方式不当(如未穿孔直接层压),热成型温度超过材料耐受范围;
- 解决:选择密度与加工工艺适配的材料,加工前对芯材进行穿孔 / 刻痕,严格控制热成型温度在材料耐温范围内,避免暴力切割。
- 产品抗冲击性能差,损伤容限不足
- 原因:芯材选择时忽视剪切强度、剥离强度,SAN 泡沫等材料选用了柔性构造,而非刚性片层压构造;
- 解决:更换剪切强度、剥离强度达标的材料(如高密度 SAN 泡沫层压刚性片),优化芯材构造形式,提升冲击载荷下的能量吸收能力。
- 树脂吸收过多,导致产品成本超支、重量超标
- 原因:芯材开孔率过高,未进行穿孔 / 刻痕优化,层压时树脂涂刷过量;
- 解决:选择开孔率适中的芯材,加工时通过穿孔、刻痕控制树脂渗透量,层压时采用 “薄涂多遍” 方式,避免树脂堆积。
八、夹芯材料储存与使用的注意事项
- 储存条件:泡沫类、纤维毡类芯材需密封存放于阴凉干燥处,避免潮湿环境导致吸潮、老化;蜂窝类材料需防止挤压变形,远离尖锐物,保护蜂窝结构完整性;
- 加工防护:切割、穿孔时佩戴口罩和手套,避免泡沫碎屑、纤维粉尘吸入呼吸道,加工工具需锋利,防止材料撕裂、开裂;
- 兼容性测试:首次使用新类型夹芯材料时,必须做小样层压测试,验证与树脂的相容性、粘结强度,避免批量生产风险;
- 环境适配验证:长期暴露在高温、化学品环境下的产品,需提前做老化测试,确认芯材在服役环境下的性能稳定性。





