本文详细说明脱模剂在复合材料成型中的隔离防粘、保障品质、提升效率、保护模具四大核心作用,解析半永久性、水基、内部脱模剂等类型差异与工艺适配性,结合实操案例与 FAQ,帮助复合材料厂家稳定生产、降低次品率。
一、脱模剂的核心作用
脱模剂是模具与制品之间的关键隔离层,没有合格脱模剂,制品会与模具发生永久性粘连,直接导致产品报废、模具损伤。
- 隔离防粘:在模具与复合材料之间形成物理 / 化学屏障,彻底杜绝树脂、胶衣与模具粘连。
- 顺利脱模:降低脱模阻力,让玻璃钢手糊、RTM、拉挤等工艺制品轻松取出,不拉伤、不缺角、不变形。
- 提升表面质量:使制品表面光洁平整,减少打磨、修补等后处理工序,提高外观良率。
- 保护模具:减少树脂腐蚀、机械磨损,延长模具使用寿命,降低修模与换模成本。
- 提高生产效率:简化脱模流程,减少停机清洁时间,适配连续化、自动化生产。
二、复合材料脱模剂的重要性
复合材料(尤其是玻璃钢、环氧树脂、碳纤维)粘度高、附着力强,对脱模系统要求极高。
- 开模工艺(手糊、喷射):依赖外部脱模剂实现稳定脱模,常用蜡类与半永久性聚合物型。
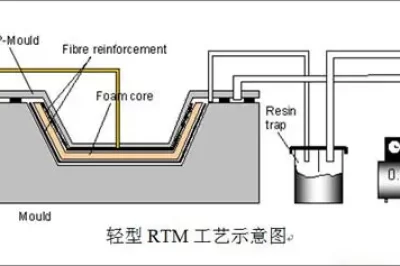
- 闭模工艺(RTM、真空灌注):优先选用低 VOC、高稳定性的半永久性脱模剂,适配密闭环境与连续生产。
- 拉挤工艺:必须使用内部脱模剂,随树脂同步加入,满足连续牵引生产需求。规范使用脱模剂并配合模具清洁、封孔处理,才能形成完整稳定的脱模体系,直接决定复合材料制品的成品率与表面效果。
三、复合材料常用脱模剂类型与特点
1. 溶剂型半永久性脱模剂
以脂肪烃、石脑油为载体,保质期长、挥发快、对模具损伤小,一次涂覆可多次脱模,是复合材料主流选择。
2. 水基型脱模剂
低 VOC、环保无异味、易清洁、皮肤刺激性小,符合环保排放要求,适合室内与高标准车间。
3. 膏状蜡脱模剂
单次脱模使用,每次成型需重新涂抹,适合小批量、简易模具生产。
4. 内部脱模剂
直接添加到树脂或胶衣中,可替代或配合外部脱模剂使用,进一步降低 VOC 排放,对制品力学性能与表面光洁度几乎无影响,是拉挤、连续成型的必备材料。
四、复合材料脱模剂应用案例
某玻璃钢制品厂原用普通蜡类脱模剂,单件需反复涂蜡,粘模率 8%,表面缺陷多;改用半永久性溶剂型脱模剂并规范清洁封孔后,单次涂覆可连续脱模 30 次以上,粘模率降至 0.5%,制品光泽度提升 40%,人工成本降低 60%。
拉挤型材企业强制添加专用内部脱模剂,生产线连续运行无粘连,型材表面光滑,牵引阻力稳定,产能提升 25%。
五、高频问题解答 FAQ
1. 复合材料为什么不能用普通硅油脱模剂?
普通硅油易残留、迁移,会导致制品无法喷漆、粘接、胶衣层缺陷,必须使用复合材料专用无硅或半永久性脱模剂。
2. 内部脱模剂和外部脱模剂可以一起用吗?
可以搭配使用,尤其在复杂结构、高粘树脂场景,双重保障更不易粘模,且不影响制品性能。
3. 水基脱模剂适合所有复合材料工艺吗?
水基型环保安全,但需要更长干燥固化时间,低温高湿环境需延长等待,适合通风良好、温湿度稳定的车间。
4. 为什么脱模剂没问题还是会粘模?
常见原因是模具未清洁干净、封孔不到位、固化时间不足、涂覆不均匀,并非单纯脱模剂质量问题。
5. 半永久性脱模剂能脱模多少次?
正常工况下20–60 次,取决于模具材质、树脂类型、清洁程度与施工规范度。
六、总结
脱模剂是复合材料生产的核心耗材,其作用不仅是脱模,更直接影响制品质量、生产效率、模具寿命与环保合规。选择适配类型、规范施工、配合完整脱模体系,才能实现高效、稳定、低成本的复合材料成型生产。