
预浸料缠绕成型工艺介绍、优缺点分析
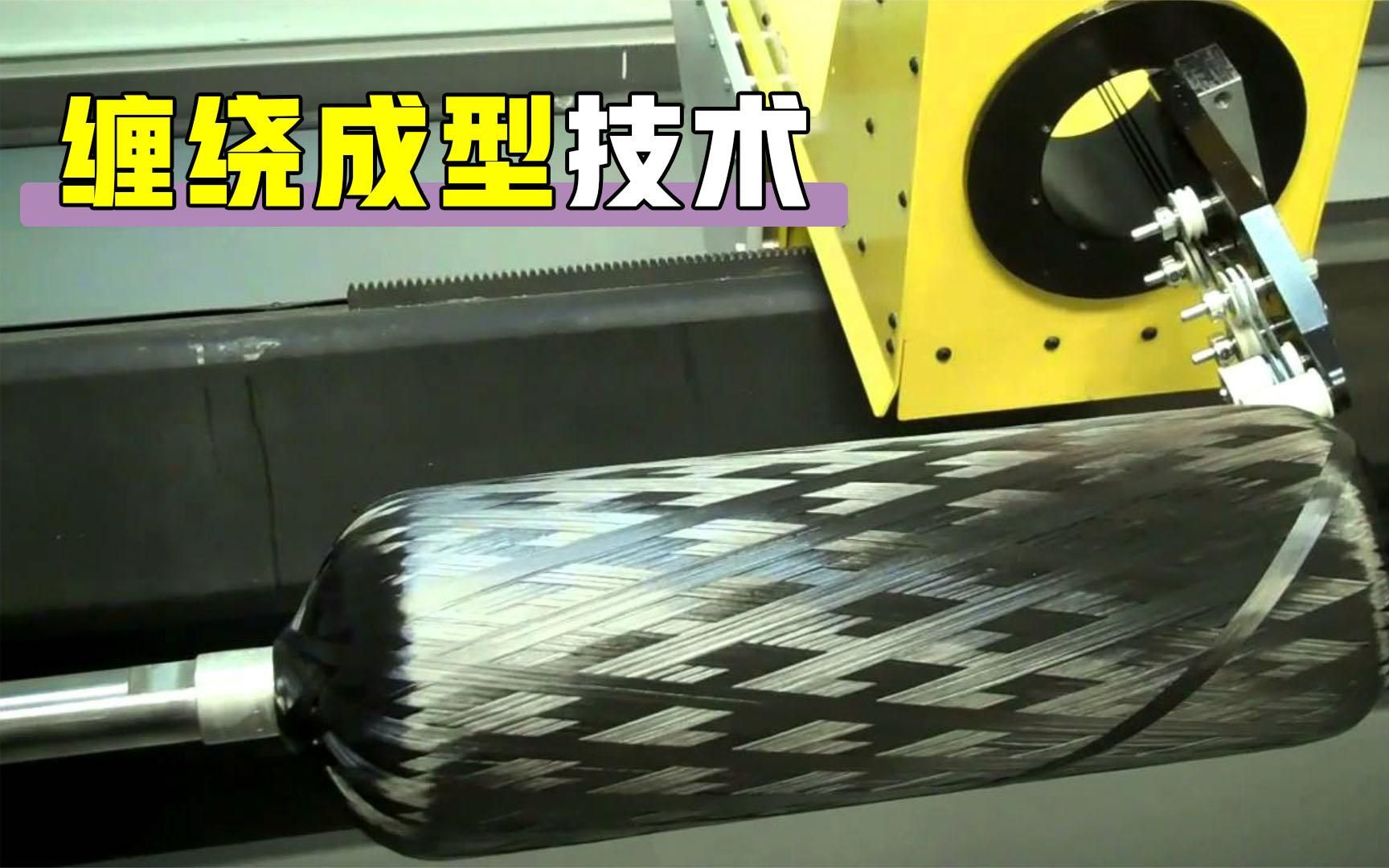

缠绕成型是通过缠绕机控制张力和缠绕角,将预浸料一定方式缠绕到芯模上经固化成型复合材料制件的工艺方法。缠绕成型工艺只适用于转体管状制品。
缠绕成型用的增强材料主要是各种纤维纱:如无碱玻璃纤维纱、中碱玻璃纤维纱、碳纤维纱、高强玻璃纤维纱、芳纶纤维纱及表面毡等。对于一般民用制品如管、罐等,多采用不饱和聚酯树脂。对力学性能的压缩强度和层间剪切强度要求高的缠绕制品,则可选用环氧树脂。
成型中空制品的内模称芯模,一般情况下,缠绕制品固化后,芯模要从制品内脱出。缠绕机是实现缠绕成型工艺的主要设备,对缠绕机的要求是:①、能够实现制品设计的缠绕规律和排纱准确;②、操作简便;③、生产效率高;④、设备成本低。
缠绕成型可分为干法缠绕、湿法缠绕和半干法缠绕。干法缠绕是采用经过预浸胶处理的预浸纱或带,在缠绕机上经加热软化至粘流态后缠绕到芯模上。湿法缠绕是将纤维集束(纱式带)浸胶后,在张力控制下直接缠绕到芯模上。半干法缠绕是纤维浸胶后,到缠绕至芯模的途中,增加一套烘干设备,将浸胶纱中的溶剂除去,与干法相比,省却了预胶工序和设备;与湿法相比,可使制品中的气泡含量降低。三种缠绕方法中,以湿法缠绕应用最为普遍;干法缠绕仅用于高性能、高精度的尖端技术领域。
纤维缠绕成型的优点:①能够按产品的受力状况设计缠绕规律,使能充分发挥纤维的强度;②比强度高:一般来讲,纤维缠绕压力容器与同体积、同压力的钢质容器相比,重量可减轻40~60%;③可靠性高:纤维缠绕制品易实现机械化和自动化生产,工艺条件确定后,缠绕出来的产品质量稳定、精确;④生产效率高:采用机械化或自动化生产,需要操作工人少,缠绕速度快(240m/min),所以劳动生产效率高;⑤成本低:在同一产品上,可合理配选若干种材料(包括树脂、纤维和内衬),使其再复合,达到最佳的技术经济效果。
缠绕成型的缺点:①缠绕成型适应性小,不能缠绕任意结构形式的制品,特别是表面有凹的制品,因为缠绕时,纤维不能紧贴芯模表面而架空;②缠绕成型需要有缠绕机,芯模,固化加热炉,脱模机及熟练的技术工人,需要的投资大,技术要求高,因此,只有大批量生产时才能降低成本,才能获得较大的技术经济效益。
缠绕成型工艺纤维含量可达60%-80%,制品厚度2--25mm,制品最大直径达4m,长度12m,固化温度80-130℃,成型周期由产品大小决定,成型压力由缠绕机张力决定,模具为金属或石膏芯模,连续生产性质。
作者简介:
版权声明:本文由 [ 中氚科技 ] 投稿发布,本站仅提供信息存储服务,不拥有所有权,不承担相关法律责任。如侵犯到您的权益,请联系举证。一经查实,本站将立刻删除。
