本文以航模件玻璃钢外壳制作为真实应用案例,详细讲解了亚什兰 GEX1000 易打磨胶衣的全流程使用方法,验证了该胶衣在改善制品表面光洁度、提升打磨效率的优势,同时补充了该胶衣的核心特性、适配场景及施工常见问题解决办法,为玻璃钢后喷漆件胶衣选用与施工提供实操参考。






亚什兰 GEX1000 易打磨胶衣是专为玻璃钢后喷漆件设计的专用胶衣,兼具易打磨、提升表面光洁度、成本经济的特点,还可直接作为原模型底漆使用,能有效解决玻璃钢制品因玻纤纹路、结构问题导致的表面针孔、缺胶等缺陷,在航模、卫浴、汽车配件等后喷漆玻璃钢制品生产中应用价值显著。下文将结合航模件制作的真实案例,拆解该胶衣的施工流程,并补充相关专业使用要点。
一、亚什兰 GEX1000 易打磨胶衣核心特性与适配场景
作为针对性研发的后喷漆件专用胶衣,亚什兰 GEX1000 在性能、施工、成本上均具备显著优势,适配场景明确,是玻璃钢后喷漆制品的优选胶衣材料,核心特性与适配场景如下:
1. 核心产品特性
- 易打磨性:胶衣固化后质地均匀,硬度适中,打磨时无粘砂、掉渣现象,大幅提升打磨效率,节约工时成本,解决传统胶衣打磨繁琐的痛点;
- 表面优化:能有效覆盖玻璃钢制品的玻纤纹路、微小针孔、缺胶等表面缺陷,成型后表面细腻光洁,为后续喷漆打下优质基底,提升喷漆后成品质感;
- 粘结性优异:与环氧树脂、聚酯树脂均有良好的粘结力,打破间苯胶衣与环氧树脂粘结性差的固有认知,适配不同树脂体系的玻璃钢制品生产;
- 经济实用:可直接在原模型上作为底漆使用,无需额外涂刷底漆,减少施工工序,降低原料与施工双重成本;
- 施工友好:喷涂成膜性好,流平性佳,可分遍喷涂控制厚度,固化后不易出现开裂、脱层等问题,适配手工喷涂施工。
2. 核心适配场景
- 后喷漆玻璃钢制品:航模件、汽车车身面板、游艇内饰件、玻璃钢家具等需要后续喷漆的制品,从根源优化喷漆基底;
- 对表面光洁度要求高的制品:卫浴构件、精密仪器外壳、装饰性玻璃钢制品,解决表面针孔、纹路印透等问题;
- 多树脂体系施工:环氧树脂、聚酯树脂手糊 / 模压成型的玻璃钢制品,粘结性稳定,适配性广;
- 小型精密玻璃钢制品:航模、无人机外壳、小型模型构件等,兼顾制品轻量化与表面精致度。
二、亚什兰 GEX1000 易打磨胶衣真实应用案例 —— 航模件玻璃钢外壳制作
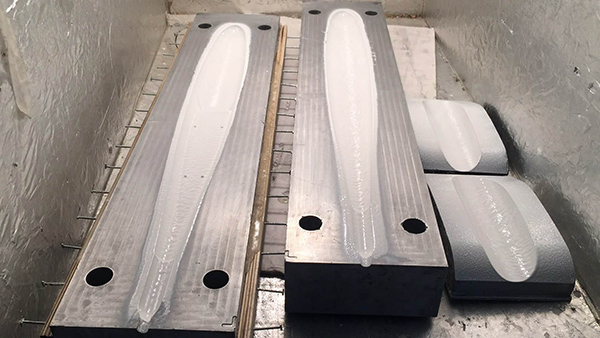
本次案例以航模件玻璃钢外壳为制作对象,航模件常规采用环氧树脂 + 玻纤布复合制作,要求强度高、质量轻,且对表面光洁度要求严苛,传统工艺易出现玻纤纹路、微小针孔等缺陷,本次采用亚什兰 GEX1000 易打磨胶衣优化制作工艺,使用铝模具成型,全程采用加温固化提升效率,具体施工流程及操作要点如下:
前期准备:模具与材料确认
- 模具:选用铝模具,提前检查模具表面平整度,无划痕、凹凸、油污等缺陷,确保模具表面光滑;
- 材料:亚什兰 GEX1000 易打磨胶衣、9.0% 活性氧 MEKP 固化剂、环氧树脂、200g 玻璃纤维布、橡胶管;
- 工具:无绒布、脱模蜡、喷枪(2-3mm 喷嘴)、电子秤、搅拌棒、密封加温箱、充气加压设备;
- 环境:提前将施工环境温度调节至 18-25℃,相对湿度控制在 70% 以下,做好防尘、通风措施。
步骤 1:模具预处理 —— 打脱模蜡
脱模蜡为玻璃钢传统脱模材料,是保证胶衣与模具顺利脱模的基础,操作要点:
- 用干净无绒布蘸取脱模蜡,在铝模具表面均匀擦拭,擦拭方向保持一致,确保无漏涂、积蜡;
- 第一遍脱模蜡擦拭后待自然干透,再进行第二遍擦拭并反复擦亮,提升脱模效果;
- 脱模蜡施工完成后,检查模具表面无蜡渍残留,避免影响胶衣与模具的贴合度。
步骤 2:核心施工 —— 喷涂亚什兰 GEX1000 易打磨胶衣
此步骤为提升航模件表面质量的关键,严格控制喷涂参数、固化剂添加量,确保胶衣成膜均匀,操作要点:
- 胶衣与固化剂调配:按胶衣重量的1.5% 添加 MEKP 固化剂,用搅拌棒快速、充分搅拌均匀,搅拌时避免过度混入空气;新批次胶衣使用前必须做纸杯凝胶时间测试,根据测试结果微调固化剂添加量,确保固化速度适配施工;
- 喷涂参数设置:选用2-3mm 喷嘴口径的喷枪,调节喷枪压力至适中,保证胶衣雾化效果好,无滴流、飞丝;
- 喷涂操作:采用分两次喷涂的方式,避免单次厚涂导致流挂、气泡;第一遍薄喷,待表干后再进行第二遍喷涂,全程保持喷枪与模具表面距离一致(约 20-30cm),喷涂方向交叉;
- 厚度控制:两次喷涂后湿膜厚度控制在 0.5mm 左右,确保胶衣能完全覆盖模具表面,有效规避后续玻纤纹路印透;
- 固化要求:喷涂完成后,将模具静置在施工环境中,待胶衣充分固化后再进行后续树脂积层操作,严禁未完全固化即施工,否则会出现胶衣与树脂层粘结不良、脱层等问题。
步骤 3:树脂与玻纤铺层 —— 手糊成型 + 控树脂含量
航模件要求轻量化、高强度,需严格控制树脂含量,同时保证玻纤布被树脂充分浸润,操作要点:
- 在手糊成型前,检查胶衣层固化状态,确保表面无粘性、成膜完整,无针孔、流挂等缺陷;
- 采用手糊工艺,在固化后的胶衣层表面铺放200g 玻璃纤维布两层,铺放时轻轻压实,避免带入气泡;
- 涂刷环氧树脂,确保树脂充分浸透玻纤布,无干斑、空鼓;在两层玻纤布之间放置橡胶管,为后续加压排胶做准备;
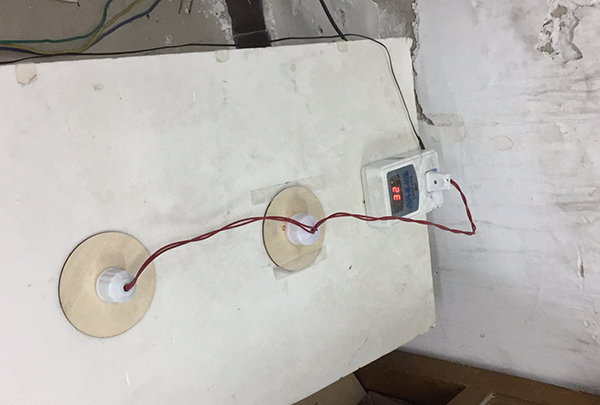
- 将上下铝模合模,通过充气加压设备对橡胶管充气,利用橡胶管膨胀的压力挤出多余的环氧树脂,降低制品整体树脂含量,实现航模件轻量化的要求,同时提升制品结构强度。
步骤 4:加温固化 —— 提升生产效率
因铝模具表面温度较低,且环氧树脂本身固化速度慢,采用加温固化的方式,缩短固化时间,提升生产效率,操作要点:
- 将合模后的模具放入简易密封箱中,设置加温温度为80℃,恒温加温固化3 小时;
- 加温过程中保持密封箱内温度稳定,避免温度骤升骤降导致胶衣层开裂、制品变形;
- 固化时间到后,待密封箱自然降温至常温后,再开启箱门取出模具,避免高温脱模导致制品损坏。
步骤 5:脱模与后处理 —— 打磨成型
脱模后检查航模件外观及粘结状态,后续进行切割打磨,完成成品制作,实际效果:
- 脱模状态:航模件外壳脱模后表面细腻光洁,无玻纤纹路、针孔、缺胶等传统工艺常见缺陷,胶衣层与环氧树脂层粘结紧密,无脱层、翘边现象,验证了亚什兰 GEX1000 易打磨胶衣与环氧树脂的优异粘结性;
- 后处理打磨:对航模件进行切割、打磨处理,胶衣层打磨过程顺畅,无粘砂、掉渣情况,打磨后航模件外壳光泽度、质感显著提升,为后续喷漆做好完美基底;
- 成品特性:航模件既保持了环氧树脂 + 玻纤布复合的高强度、轻量化特性,又通过胶衣层优化了表面质量,综合品质大幅提升。
三、亚什兰 GEX1000 易打磨胶衣施工核心专业要点
结合案例实操及该胶衣的产品特性,总结出通用施工核心要点,适配各类后喷漆玻璃钢制品生产,确保施工质量与产品效果:
1. 施工环境参数严控
- 温度:18-25℃ 为最佳施工温度,温度过低胶衣固化慢,易流挂;温度过高胶衣凝胶时间短,施工窗口窄,易出现喷涂不均;
- 湿度:相对湿度 **≤70%**,湿度超过 70% 胶衣固化不良,易出现表面发粘、针孔等问题,高湿度环境需配合除湿设备施工;
- 防尘通风:施工区域做好防尘措施,避免灰尘、飞絮混入胶衣层;同时保证轻微通风,排出固化剂挥发气体,禁止强风直吹胶衣表面,防止成膜不均。
2. 喷涂施工专属技巧
- 喷嘴选择:优先选用2-3mm 喷嘴,适配该胶衣的粘度特性,雾化效果佳,成膜均匀;
- 薄涂多遍:无论制作何种制品,均采用分 2-3 遍薄喷的方式,每遍表干后再喷下一遍,总湿膜厚度控制在 0.4-0.6mm,避免单次厚涂;
- 喷枪操作:喷枪与模具表面保持20-30cm 垂直距离,移动速度均匀,喷涂路线交叉(横向 + 纵向),确保无漏喷、积胶区域;
- 凝胶测试:新批次、不同施工环境下,使用前必须做纸杯凝胶时间测试,按 1.5% 固化剂添加量为基准,根据测试结果微调,低温可适当提升至 1.8-2.0%,高温降至 1.2-1.5%。
3. 与不同树脂体系的粘结要点
- 与环氧树脂粘结:施工前确保胶衣完全固化(手指轻触无粘性),环氧树脂涂刷时保证足量、均匀,铺层时轻轻压实,无需额外添加粘结剂,即可实现良好粘结;
- 与聚酯树脂粘结:可适当缩短胶衣固化时间,在胶衣凝胶至无粘性但仍有粘结性时铺层,提升层间粘结力,适配聚酯树脂手糊工艺的常规施工节奏;
- 粘结测试:首次将该胶衣与新树脂体系搭配使用时,先做小面积粘结测试,固化后检查层间是否有脱层、开裂,测试合格后再批量施工。
4. 固化与后处理要点
- 固化控制:常温(18-25℃)下,胶衣喷涂后自然固化时间不少于 4 小时,确保完全固化;低温环境可适当延长固化时间,或采用加温(40-60℃)方式加速固化;
- 打磨时机:脱模后待制品完全冷却至常温再进行打磨,避免高温打磨导致胶衣层软化、粘砂;
- 打磨工具:选用细砂纸(400-600 目)进行基础打磨,后续根据喷漆要求更换更细砂纸(800-1000 目)精磨,打磨时可少量加水,提升打磨光洁度。
四、亚什兰 GEX1000 易打磨胶衣施工常见问题及处理方法
在该胶衣施工过程中,易因环境把控不当、操作不规范、参数设置错误出现各类问题,以下为高频问题的成因、针对性处理方法及预防措施,确保施工顺利:
1. 胶衣喷涂后出现流挂、积胶
成因:单次喷涂过厚、喷嘴压力过小、胶衣粘稠度过低、施工温度过低;
处理:胶衣未固化前,用刮板轻轻刮除多余胶衣,将流挂处抹匀;若胶衣已凝胶,用砂纸打磨流挂、积胶部位至平整,补喷薄胶衣;
预防:严格遵循薄涂多遍原则,调节喷枪压力至适中,施工前将胶衣调节至最佳粘度,低温环境提升施工温度或选用低温固化剂。
2. 胶衣层与树脂层粘结不良、脱层
成因:胶衣未完全固化即进行积层、模具表面有脱模蜡残留、树脂浸润不充分、胶衣与树脂体系未做粘结测试;
处理:铲除脱层区域的胶衣和树脂层,清理模具表面残留,重新喷涂胶衣并确保完全固化,再铺层施工;
预防:胶衣必须固化至无粘性后再施工,脱模蜡擦拭后确保无残留,树脂涂刷足量并充分浸润玻纤,新树脂体系先做小面积粘结测试。
3. 胶衣固化后表面有针孔、气泡
成因:胶衣搅拌时混入大量空气、喷涂时雾化效果差、施工环境湿度过高、模具表面有微孔;
处理:用细砂纸打磨针孔 / 气泡处,清理杂质后薄喷一层胶衣填补,固化后抛光;若气泡较大,先挑破排出气体再修补;
预防:胶衣搅拌时轻缓操作,搅拌后静置 5-10 分钟消泡,调节喷枪压力保证雾化效果,高湿度环境配合除湿设备,模具表面有微孔提前做封孔处理。
4. 胶衣打磨时粘砂、掉渣,打磨效率低
成因:胶衣固化不完全、固化剂添加量不足、施工环境湿度过高、砂纸目数选择不当;
处理:将制品放置在干燥通风处继续固化 24 小时,待完全固化后再用适配目数的砂纸打磨,粘砂部位用清洗剂擦拭后再打磨;
预防:确保胶衣完全固化,按施工环境精准添加固化剂,控制施工环境湿度≤70%,根据胶衣硬度选择 400-600 目砂纸进行基础打磨。
5. 胶衣层出现玻纤纹路印透
成因:胶衣层厚度不足、玻纤铺层时用力过大、胶衣固化后硬度不足;
处理:用砂纸将印透部位打磨至平整,薄喷 1-2 遍胶衣,增加胶衣层厚度,固化后抛光;
预防:保证胶衣湿膜厚度≥0.4mm,玻纤铺层时轻轻压实,避免用力过大压薄胶衣层,按标准添加固化剂,确保胶衣固化后硬度达标。
五、亚什兰 GEX1000 易打磨胶衣与传统胶衣核心对比
为更清晰体现该胶衣的优势,将其与玻璃钢行业常用的传统邻苯 / 间苯胶衣做核心维度对比,便于根据生产需求选材:
| 对比维度 | 亚什兰 GEX1000 易打磨胶衣 | 传统邻苯胶衣 | 传统间苯胶衣 |
|---|---|---|---|
| 打磨特性 | 易打磨,无粘砂掉渣,效率高 | 打磨较繁琐,易粘砂 | 硬度较高,打磨费力,耗时久 |
| 表面效果 | 成膜细腻,覆盖纹路 / 针孔,光洁度高 | 表面一般,易出现纹路印透 | 表面较好,但仍有微小针孔风险 |
| 后喷漆适配性 | 专为后喷漆件设计,基底优质,喷漆附着力强 | 需额外打磨修补,喷漆基底一般 | 表面较好,但打磨后需精细处理 |
| 树脂兼容性 | 与环氧 / 聚酯树脂均有良好粘结性 | 主要适配聚酯树脂,与环氧粘结一般 | 适配聚酯 / 乙烯基树脂,与环氧粘结性差 |
| 施工效率 | 喷涂成膜快,打磨效率高,整体工序少 | 施工快,但后处理繁琐,总效率一般 | 固化稍慢,打磨耗时,总效率低 |
| 成本优势 | 可作底漆使用,减少工序,综合成本低 | 原料成本低,但后处理成本高 | 原料成本高,打磨成本也高 |
| 核心适配 | 后喷漆玻璃钢制品、精密小型制品 | 普通室内无喷漆玻璃钢制品 | 船用 / 户外耐水无喷漆玻璃钢制品 |
六、亚什兰 GEX1000 易打磨胶衣使用与储存注意事项
1. 施工使用注意事项
- 固化剂仅可选用MEKP 固化剂,严禁与其他类型固化剂混用,避免发生化学反应导致胶衣失效;
- 胶衣调配后需在凝胶时间的 1/2 内完成喷涂,避免胶衣提前凝胶导致无法施工;
- 施工人员必须做好防护,佩戴防毒呼吸器、耐溶剂手套、护目镜,避免胶衣与皮肤接触、吸入雾化颗粒;
- 喷涂后的胶衣层避免触碰、晃动,防止成膜不均、出现划痕。
2. 产品储存要求
- 储存于阴凉干燥、通风避光的仓库,仓库温度控制在 5-25℃,远离火源、热源,防止胶衣变质;
- 全程存放于原装密封桶中,使用后及时拧紧桶盖,防止胶衣与空气接触发生固化、结皮;
- 按先进先出原则使用,开封后的胶衣尽快用完,未用完的胶衣密封后放置在阴凉处,避免长时间存放;
- 胶衣与固化剂单独分区储存,严禁混放,防止发生安全事故。
七、案例总结与产品应用延伸
本次航模件玻璃钢外壳制作案例充分验证了亚什兰 GEX1000 易打磨胶衣的优异性能,成功解决了传统工艺中玻纤纹路、针孔等表面缺陷问题,同时提升了打磨效率、降低了综合施工成本,让航模件在保持高强度、轻量化的基础上,实现了表面品质的大幅提升。
该胶衣的应用价值不仅限于航模件制作,还可广泛延伸至汽车玻璃钢配件、游艇内饰后喷漆件、玻璃钢卫浴后喷漆制品、精密模型外壳、玻璃钢装饰件等各类需要后续喷漆的玻璃钢制品生产中,通过优化表面基底、提升施工效率、降低综合成本,助力玻璃钢制品提升综合市场竞争力,是后喷漆玻璃钢制品生产的优质胶衣选择。