
许多人询问如何去除或减少浇注环氧树脂中的气泡?首先我们要搞清楚环氧树脂气泡的来源及应对措施:
1. 混合搅拌及浇注——尽量沿同一方向搅拌,细而长树脂流有助于减少树脂气泡。
2. 树脂固化反应——低粘度,分次浇注,避免高温固化,自消泡能力强的环氧树脂品类是首选。
3. 额外的因素——排查结合的材料和干燥等情况。
例如适用于在木头内浇注或在木头上涂漆——树脂河流桌。随着环氧树脂凝胶/放热并开始固化,木材的侧面会释放出困在木材内部的空气,这种“排气”会导致环氧树脂中出现微量空气(微小气泡)。
为防止这种情况,请用薄薄的环氧树脂层密封木材的边缘,并在将环氧树脂倒入空腔之前使其达到粘性阶段。薄薄的环氧树脂层将密封木材,因此它不能将空气释放到铸件中。如果环氧树脂密封涂层已完全固化,则在浇注填充层之前打磨并清洁表面。
环氧树脂和固化剂必须彻底混合(约 2 分钟)才能达到预期固化效果,但这种混合可能会将空气引入环氧树脂中。有三种有效的方法可以去除大部分(如果不是全部)这种诱导空气。
第一种方法:是将混合环氧树脂放在振动台上,振动将帮助空气移动到表面并从环氧树脂中释放出来。
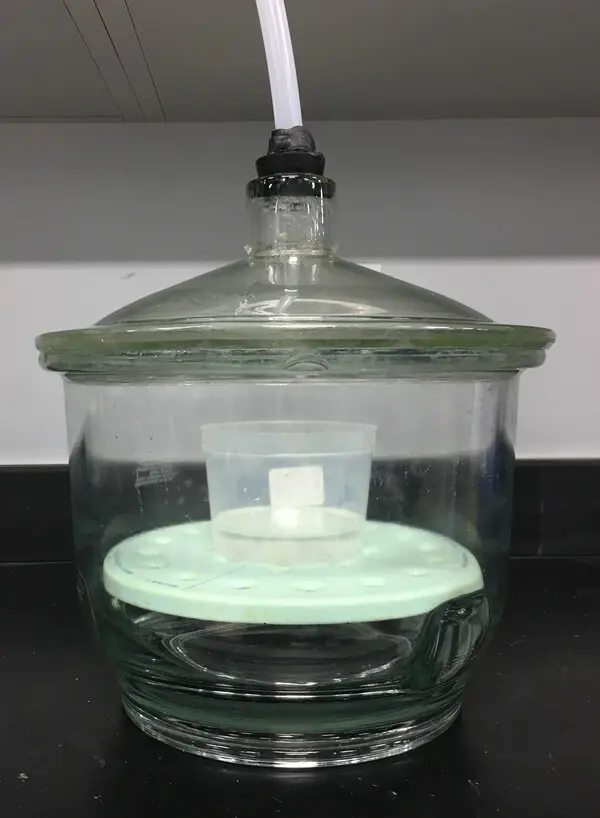
第二种方法:是将环氧树脂放入真空室中,这将迅速排出气泡。一定不要拉太多的真空,以至于环氧树脂开始升起,这看起来像是在沸腾。关闭真空后,慢慢让空气回到腔室。立即完全打开腔室阀门会导致空气涌入腔室,从而将空气引导回环氧树脂中。
第三种方法:是使用热风枪或小型丙烷火炬去除环氧树脂表面附近的气泡。等待 5 到 10 分钟让气泡到达表面将使它们更容易爆裂。以每秒约30cm的速度将热源移动到该区域上,同时保持火焰距离表面40-45cm。不要让热源将环氧树脂加热到凝胶或冒烟的程度。





