
本文详细介绍 193gsm 丝束展开平纹编织碳纤维布的核心规格、性能优势与材质特点,补充丝束展开碳纤维的专业知识和实际加工使用中的常见问题,为复合材料制品制造选材提供专业参考。
一、产品核心特性
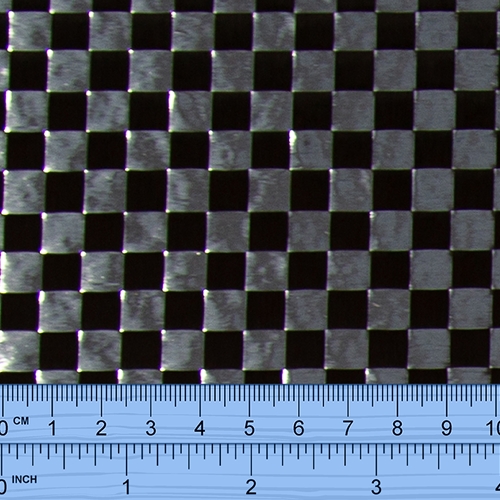
- 专属丝束展开工艺:采用碳纤维 Spread Tow 丝束展开工艺制作,区别于传统碳纤维布,布面纤维分布更均匀,大幅提升材料综合性能
- 明确核心规格:克重 193gsm,平纹编织工艺,宽度 1270 毫米,经纬每厘米末端、镐数均为 1.20,规格参数规整,适配标准化加工
- 高端原丝基材:经纬向均采用 T700sc-12K-50C 碳纤维原丝,属于高性能碳纤维材质,保障材料基础强度与力学稳定性
- 优异使用性能:具备增强型悬垂性,易贴合复杂曲面模具,制作复合材料层压板时可显著减轻成品重量,同时有效减少印刷透印问题
- 加工适配性佳:平纹编织结合丝束展开工艺,布面平整致密,裁剪不易拉丝,与主流树脂兼容性好,适配多种复合材料成型工艺
二、产品核心规格参数
| 项目 | 具体指标 |
|---|---|
| 克重 | 193gsm |
| 编织工艺 | 平纹编织 |
| 布面宽度 | 1270 毫米 |
| 经向每厘米末端 | 1.20 |
| 纬向每厘米镐数 | 1.20 |
| 经编纤维 | T700sc-12K-50C |
| 纬纤 | T700sc-12K-50C |
| 丝束工艺 | Spread Tow 丝束展开(8mm) |
三、专业知识补充
1. 丝束展开(Spread Tow)碳纤维工艺的核心优势
丝束展开工艺是将碳纤维原丝束进行横向展平处理(本款为 8mm 展宽),使纤维丝束在布面均匀平铺,相比传统未展开碳纤维布,该工艺带来三大核心优势:一是纤维分布更均匀,受力时无局部应力集中,提升整体力学性能;二是布面更轻薄平整,制作层压板时可有效减少印刷透印(树脂固化后布面纹理过度凸显的问题),提升成品外观质感;三是大幅增强悬垂性,让布料更易贴合复杂异形曲面模具,降低成型难度。
2. T700sc-12K-50C 碳纤维原丝的性能特点
T700sc 属于东丽旗下高性能碳纤维原丝,是工业制造中应用广泛的高端碳纤维材质,12K 代表每根丝束由 12000 根碳纤维单丝组成,50C 为该型号专属规格标识;其核心特点是高抗拉强度、高模量、轻量化,兼具良好的加工性,相比低型号碳纤维,在强度与韧性平衡上表现优异,适合制作对性能有较高要求的复合材料部件,同时性价比优于 T800、T1000 等更高端型号。
3. 193gsm 轻克重丝束展开碳纤维布的应用价值
193gsm 属于轻克重碳纤维布,搭配丝束展开工艺后,在轻量化方面表现更突出,制作复合材料层压板时能显著降低成品整体重量,契合航空航天、汽车、高端体育用品等对轻量化要求严苛的场景;同时轻克重特性进一步提升布料悬垂性,更适合制作薄壁、异形部件,多层铺贴时也能灵活控制成品厚度,不产生过多重量负担。
4. 平纹编织在丝束展开碳纤维布中的工艺适配性
本款产品采用平纹编织工艺,经纬丝束 1:1 交错排列,与丝束展开工艺结合后,布面致密性与平整度进一步提升:一方面平纹编织的结构让展开后的纤维丝束固定更牢固,裁剪时不易散开、拉丝,提升加工便捷性;另一方面平纹布面受力均匀,能最大化发挥丝束展开工艺的力学优势,同时表面细腻的特点进一步减少印刷透印,让成品外观与性能兼具。
5. 经纬每厘米末端 / 镐数 1.20 的工艺意义
经向末端、纬向镐数是碳纤维布编织的核心工艺指标,代表每厘米宽度内的经纬丝束交错点数,本款均为 1.20,说明经纬向编织密度均匀一致;该密度设计兼顾了布面的结构强度与悬垂性,密度过高会导致布料变硬、悬垂性下降,密度过低则会影响结构稳定性,1.20 的密度是丝束展开平纹布在性能与加工性之间的最优平衡。
四、核心适用场景
该款丝束展开碳纤维布凭借轻量化、高悬垂性、低透印、高性能的综合优势,广泛应用于对成品重量、外观、性能均有高要求的复合材料制造领域:
- 航空航天:制作航空航天精密薄壁部件、内饰件,兼顾轻量化与结构强度,且成品外观质感佳;
- 高端汽车:打造新能源汽车车身轻量化部件、内饰装饰件,减少车身重量同时提升部件美观度;
- 高端体育用品:制作碳纤维球拍、车架、冲浪板等,贴合复杂造型的同时保障产品性能与外观;
- 精密仪器:制作各类精密仪器的碳纤维外壳、配件,满足轻量化、高精度、高颜值的制作要求。
五、常见相关问题解答
1. 193g 丝束展开碳纤维布能否定制规格参数?
常规工业生产中,该类丝束展开碳纤维布可根据需求定制克重(如 150g、200g)、宽度(如 1000mm、1500mm)、丝束展宽(如 6mm、10mm)及编织密度,经纬原丝也可根据性能要求更换为其他型号;小批量使用可直接对 1270mm 宽的成品布进行裁剪,满足个性化加工需求。
2. 该款 T700sc 碳纤维布兼容哪些树脂类型?
作为高性能碳纤维布,其与复合材料行业主流的环氧树脂、聚酯树脂、乙烯基酯树脂均可良好兼容,其中搭配环氧树脂时,能最大化发挥 T700sc 原丝的力学性能,适配航空航天、高端汽车等对性能要求高的场景;聚酯树脂适合对成本敏感的常规场景,乙烯基酯树脂则适配户外、海洋等耐腐要求高的场景。
3. 丝束展开碳纤维布的铺贴施工有哪些关键要点?
施工前需将待铺贴模具 / 基材表面清理干净,去除灰尘、油污、水渍,保证表面平整;因布料悬垂性优异,铺贴复杂曲面时可自然贴合,避免用力拉扯导致纤维变形;涂抹树脂时要均匀,确保树脂充分渗透纤维间隙,无气泡、漏涂;固化时严格按照所选树脂的固化要求控制温度与时间,防止固化不充分影响成品性能。
4. 丝束展开碳纤维布与传统碳纤维布相比,加工时有哪些差异?
相比传统碳纤维布,丝束展开碳纤维布悬垂性更好,无需额外软化即可贴合复杂曲面,铺贴难度更低;布面纤维分布均匀,裁剪时拉丝、散开问题更轻微,无需复杂封边处理;制作层压板时无需额外做防透印处理,即可获得平整美观的表面,减少加工工序;但因纤维更薄更均匀,加工时需避免尖锐物划伤,防止纤维受损。
5. 该款碳纤维布的储存与运输有哪些注意事项?
储存时需放置在干燥、通风、阴凉的常温环境,相对湿度控制在 40%-60%,避免潮湿(防止树脂浸渍时渗透不充分)、阳光直射与高温烘烤(防止碳纤维丝束老化、布面变形);运输过程中建议卷状平放,避免挤压、弯折、尖锐物划伤,防止布面纤维受损、编织结构变形;同时避免与腐蚀性物质接触,防止材质性能衰减。
6. 什么是碳纤维布的印刷透印,该款产品如何有效避免?
碳纤维布的印刷透印是指复合材料制品固化后,布面的碳纤维编织纹理过度凸显在树脂表面,导致成品外观不平整、质感下降的问题,多由纤维分布不均、布面厚薄不一、树脂渗透不均导致;本款产品通过丝束展开工艺让纤维均匀平铺,布面厚薄一致,结合平纹编织的致密结构,让树脂能均匀渗透,从根源上减少透印问题,无需额外增加防透印工序。
7. 该款 193g 丝束展开碳纤维布可进行哪些二次加工?
可根据制作需求进行裁剪、钻孔、打磨、热压成型、真空灌注成型等二次加工,加工时建议使用碳纤维专用工具,保证切割 / 打磨的平整度,避免纤维起毛;热压成型时控制好温度与压力,防止布面纤维变形;成型后的制品还可进行表面抛光、喷漆、覆膜等处理,进一步提升外观质感,且加工过程中避免高温灼烧,不会损耗材料核心力学性能。
8. 丝束展开碳纤维布的成本比传统碳纤维布高,其性价比体现在哪里?
虽然丝束展开碳纤维布原料与工艺成本更高,但综合加工与成品价值,性价比优势显著:一是加工时减少防透印、封边等工序,降低人工与加工耗材成本;二是成品轻量化效果更优,能提升产品核心竞争力;三是成品外观质感佳,无需额外外观处理,减少后续工序;四是材料力学性能更优,成品使用寿命更长,尤其适合高端制造领域,综合收益远高于额外的原料成本。





