
有两种类型的与环氧树脂的结构粘合方式。在大多数情况下,两步粘合是首选方法,因为它可以促进环氧树脂最大程度地渗透到粘合表面并防止环氧树脂不足的接头。当接头负载最小且多孔表面的过度吸收不成问题时,可以使用单步粘合。在这两种情况下,用滚筒或刷子将环氧树脂粘合到表面时效果最好。
在混合环氧树脂之前,检查所有要粘合的部件是否正确配合和表面准备,收集操作所需的所有夹具和工具,并覆盖任何需要防止溢出的区域。
用环氧树脂进行一次/二次粘合
与环氧树脂的初级粘合依赖于粘合剂层的化学连接,例如玻璃纤维层压板在模具中的湿铺层。所有环氧树脂层一起固化在一个单一的融合层中。涂在部分固化的环氧树脂上的环氧树脂将与其发生化学连接,并且是主要的键。随着环氧树脂固化,化学连接的能力会降低,并变成二次键。
二次粘合依赖于粘合剂与材料或固化环氧树脂表面的机械连接。粘合剂必须“嵌入”表面的孔隙或划痕——一种微观版本的燕尾接头。适当的表面处理可提供有助于将固化环氧树脂锁定在表面上的纹理。
两步环氧树脂粘合
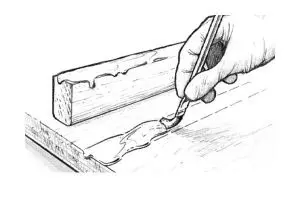
浸湿环氧树脂粘合表面——将纯环氧树脂/固化剂混合物(不含填料)涂在要连接的表面上。用一次性刷子弄湿小的或狭窄的区域。用泡沫辊或用塑料撒布器将树脂/固化剂混合物均匀地涂抹在表面上,润湿更大的区域。您可以立即或在浸湿的环氧树脂涂层达到最终固化阶段之前的任何时间继续进行第二步。
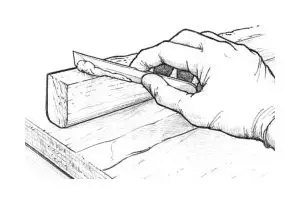
将增稠的环氧树脂涂在一个粘合表面上。通过在适当的填料中搅拌来修改环氧树脂/固化剂混合物,直到它变得足够厚以弥合配合表面之间的任何间隙并防止“树脂缺乏”接头。将足够的混合物涂抹在其中一个表面上,这样当表面连接在一起时,会挤出少量环氧树脂,用力相当于握紧手的力。增稠的环氧树脂可以立即涂在润湿表面上或在润湿达到最终固化之前的任何时间。对于大多数小型环氧树脂粘合操作,将填料添加到用于润湿的批次中剩余的树脂/固化剂混合物中。为这两个步骤混合足够的环氧树脂/固化剂。表面润湿后迅速添加填料,从而缩短环氧树脂混合物的使用寿命。
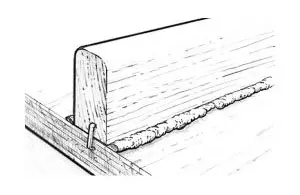
夹紧组件。根据需要连接夹具以将组件固定到位。使用足够的夹紧压力从接头中挤出少量环氧树脂混合物,表明环氧树脂与两个配合面接触良好。避免使用太大的夹紧压力,这会将所有环氧树脂混合物挤出接头。
用夹子固定接头后,立即去除或塑造从接头中挤出的多余环氧树脂。一端打磨成凿边的木制搅拌棒是去除多余环氧树脂的理想工具。
单步环氧树脂粘合
单步粘合是将增稠的环氧树脂直接涂在两个粘合表面上,而无需先用纯环氧树脂/固化剂润湿表面。我们建议您将环氧树脂的增稠程度不超过连接接头间隙所需的量(混合物越稀,它可以越多地穿透表面),并且您不要将此方法用于高负载接头或粘合端粒或其他多孔表面。
用环氧树脂层压
术语“层压”是指粘合多个相对较薄的层(如胶合板、单板、织物或芯材)以形成复合材料的过程。复合材料可以是任何数量的相同材料的层或不同材料的组合。环氧树脂应用和夹紧的方法将根据您层压的内容而有所不同。
由于表面积大和湿法铺设时间的限制,辊涂是最常用的环氧树脂涂敷方法。对于大表面,一种更快的方法是简单地将环氧树脂/固化剂混合物倒在面板的中间,然后用塑料撒布器将混合物均匀地涂抹在表面上。当您将固体材料层压到固体基材上时,使用订书钉或螺钉是最常用的夹紧方法。当您将固体材料层压到不会固定订书钉或螺钉的底座(例如泡沫或蜂窝芯材料)上时,重量分布将起作用。真空装袋是层压各种材料的理想夹持方法。通过使用真空泵和塑料薄膜,大气用于在面板的所有区域上施加完美均匀的夹紧压力,无论尺寸、形状或层数如何。
夹紧环氧树脂组件
对于环氧树脂,任何夹紧方法都适用,只要将要连接的部件固定好,不会发生移动。常用方法包括弹簧夹、“C”型夹和可调节杆夹、从内胎上切下的重橡皮筋、尼龙增强包装胶带、施加重物和真空袋装。将夹具放置在环氧树脂覆盖区域附近时,用胶带盖住夹具垫,或在夹具下方使用聚乙烯薄膜或释放织物,以免它们无意中粘合到环氧树脂表面。钉书钉、钉子或干墙螺钉通常用于传统夹具不起作用的地方。留在里面的任何紧固件都应该是不腐蚀的合金,例如青铜。在某些情况下,增厚的环氧树脂或重力将在没有夹具的情况下将零件固定到位。
在使用增稠的环氧树脂粘合剂或整流罩化合物之前,先用纯(未增稠的)环氧树脂预涂多孔表面,以提高附着力。纯环氧树脂比较厚的环氧树脂更好地渗透并“锁定”到表面孔隙和端部晶粒中。
与环氧树脂圆角粘合
圆角是一种凹形应用增厚环氧树脂,可桥接内角接头。它非常适合粘合零件,因为它增加了粘合的表面积并用作结构支撑。
关节强度是关节将载荷从一个部分充分传递到另一个部分的能力,取决于三个因素的综合影响:
1.胶水强度——小心计量和彻底混合将确保环氧树脂混合物固化到完全强度。
2.附着力——为了获得最佳附着力和负载传递,必须正确准备环氧树脂接头的粘合表面。
3.接头面积——接头的环氧树脂粘合面积必须足以承受接头和被连接材料上的载荷。增加的重叠、斜接接头、圆角和增强纤维可用于增加接头粘合面积。
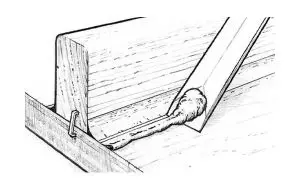
使用环氧树脂圆角键合的程序与普通键合相同,只是在将组件夹紧到位后,不是去除挤出的增厚环氧树脂,而是将其塑造成圆角。对于较大的环氧树脂圆角,在环氧树脂粘合混合物完全固化之前,或在最终固化和打磨圆角区域暴露的环氧树脂之后的任何时间,在粘合操作完成后立即将增稠的混合物添加到接头中。
1.粘合部件,如粘合中所述。
2.通过沿接头绘制圆形圆角工具(混合棒),将多余的材料拖到工具前面,并在每一侧留下一个光滑的凹形圆角,并在每一侧留出干净的边缘,将挤出的厚环氧树脂塑造并平滑成圆角。一些多余的圆角材料将保留在边缘之外。使用多余的材料重新填充任何空隙。平滑圆角,直到您对它的外观感到满意。应用额外的增稠环氧树脂来填充空隙或制作更大的圆角。用圆形搅拌棒沿着接合线涂抹混合物,使用足够的环氧树脂混合物来制作所需尺寸的圆角。切割塑料尖端以铺设足够大的增稠环氧树脂珠,以达到所需的圆角尺寸。也可以使用带有一个角的重型可密封食品储存袋。
3.使用锋利的搅拌棒或油灰刀清理边缘外剩余的多余材料。在圆角固化之前(或在圆角固化和打磨之后),可以在圆角区域上使用玻璃纤维布或胶带。
4.环氧树脂圆角完全固化后,用80号砂纸打磨光滑。擦去表面上的灰尘,并在最终修整前在整个圆角区域涂上几层树脂/固化剂。





