本文围绕玻璃钢模具在高温固化工况下产生的脱模蜡积垢问题,介绍了专用模具清洗剂的清洁原理、实操步骤及实际清洗效果,明确选对清洗剂是实现模具理想清洁状态的关键。
一、客户实际工况与清洁痛点
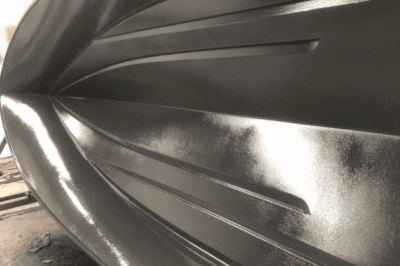
本次清洗应用的客户实际工况为 60℃加温间固化,玻璃钢模具搭配 RTM 注射工艺,日常惯用 8 号和 333 号膏状脱模蜡。受高温工况影响,模具表面形成了厚厚的脱模蜡积垢,该积垢不仅附着顽固,还严重影响后续复合材料制件的表面光洁度,成为生产中的主要清洁痛点。
二、玻璃钢模具清洗剂清洁原理
玻璃钢模具清洗剂核心清洁原理为通过浸润模具表面的蜡垢、油污及聚酯残留,实现对这类污物的溶解分解,且该类清洗剂为模具专用配方,具备不损伤模具胶衣层的特性,可放心用于玻璃钢模具的清洁操作,兼顾清洁效果与模具保护。
三、玻璃钢模具蜡垢实操清洁步骤
- 涂刷清洗剂:使用抹布、刷子等常规工具将清洗剂均匀涂刷在模具蜡垢附着处,操作无严苛要求;针对蜡垢较厚的位置,可多次涂刷清洗剂,保证清洗剂的溶解力充分发挥。
- 刮除软化污物:待清洗剂发挥作用,蜡垢出现软化、可通过指腹轻松刮起的状态时,使用硬质塑料刮板将模具表面大面积的聚酯残留及软化蜡垢快速刮除。
- 二次清洁除残:在刮除大部分污物残留后,继续对模具表面刷涂数遍清洗剂,对缝隙、边角等位置的残留污物进行溶解清洁,确保模具表面无污物残留。
- 完成清洁:经上述步骤处理后,玻璃钢模具表面可恢复至初始的洁净状态,满足后续生产使用要求。
四、模具清洁核心要点
想要实现玻璃钢模具理想的清洁状态,选对专用模具清洗剂是至关重要的前提,适配的清洗剂能在保证溶解蜡垢、聚酯残留的同时,避免对模具胶衣造成损伤,若清洗剂选择不当,易出现清洁不彻底或模具受损的双重问题。
五、玻璃钢模具清洁专业知识补充
- 脱模蜡积垢形成原因:除了高温固化的环境因素,RTM 注射工艺的生产特性会让脱模蜡与树脂、聚酯等材料产生轻微融合,长期使用未及时清洁,会让蜡垢逐层堆积,形成顽固积垢;8 号和 333 号膏状脱模蜡本身稠度较高,在高温下易发生黏连,加剧积垢附着。
- 清洁工具选择原则:清洁时优先选用硬质塑料刮板、软质毛刷 / 抹布,避免使用金属刮板、钢丝球等硬质工具,防止刮花玻璃钢模具的胶衣层,影响模具表面平整度和后续制件生产。
- 清洗剂使用注意事项:部分模具清洗剂为化工制剂,在加温间等密闭环境使用时,需保证操作空间的通风性;涂刷时可根据蜡垢厚度调整清洗剂停留时间,确保溶解效果。
- 模具日常维护技巧:建议在每次生产完成后,对模具表面进行简单的清洁擦拭,及时清除表层脱模蜡残留,减少积垢形成;定期对模具进行深度清洁,根据生产频次,一般 1-2 周进行一次专用清洗剂深度清洁。
六、玻璃钢模具清洁常见相关问题解答
1. 玻璃钢模具蜡垢可以用普通清洁剂清洁吗?
不建议使用。普通清洁剂无针对性的蜡垢溶解配方,难以清洁顽固的脱模蜡积垢,且部分普通清洁剂的化学成分会腐蚀玻璃钢模具的胶衣层,导致模具受损,降低模具使用寿命。
2. 多次涂刷清洗剂仍无法溶解厚蜡垢该如何处理?
可将清洗剂在蜡垢厚处进行厚涂,延长浸润停留时间(一般 5-10 分钟,具体根据清洗剂说明调整),让清洗剂充分渗透蜡垢内部;也可配合软毛刷对厚蜡垢处进行轻刷,辅助分解积垢,再进行刮板刮除。
3. 清洁后的玻璃钢模具再次使用前需要做什么?
清洁后的模具表面需自然晾干或用干净抹布擦干,确保无清洗剂残留后,再按照生产要求涂刷脱模蜡,避免清洗剂残留影响脱模蜡的附着效果,进而影响后续制件脱模。
4. 不同型号的脱模蜡积垢,清洁方式有差异吗?
核心清洁步骤一致,仅需根据脱模蜡的稠度和积垢厚度调整清洗剂涂刷次数和浸润时间。如膏状脱模蜡积垢比液体脱模蜡积垢更顽固,需增加涂刷次数、延长浸润时间;不同品牌脱模蜡成分略有差异,建议选用适配性更广的玻璃钢专用模具清洗剂。
5. 模具清洗剂的储存有什么要求?
模具清洗剂需密封储存在阴凉干燥处,远离高温环境(避免温度超过 40℃),防止清洗剂挥发或成分发生变化,降低溶解效果;同时需与易燃易爆物品分开存放,做好密封防护,避免混入杂质。