本文详细讲解碳纤维制品生产中表面针孔的成因、专业处理方案、修补流程及常见问题,提供环氧树脂填充修补与聚氨酯体系涂覆两种主流工艺,适用于航空部件、外观件等不同场景,帮助解决碳纤维表面针孔、凹坑等缺陷。
碳纤维制品表面针孔如何处理
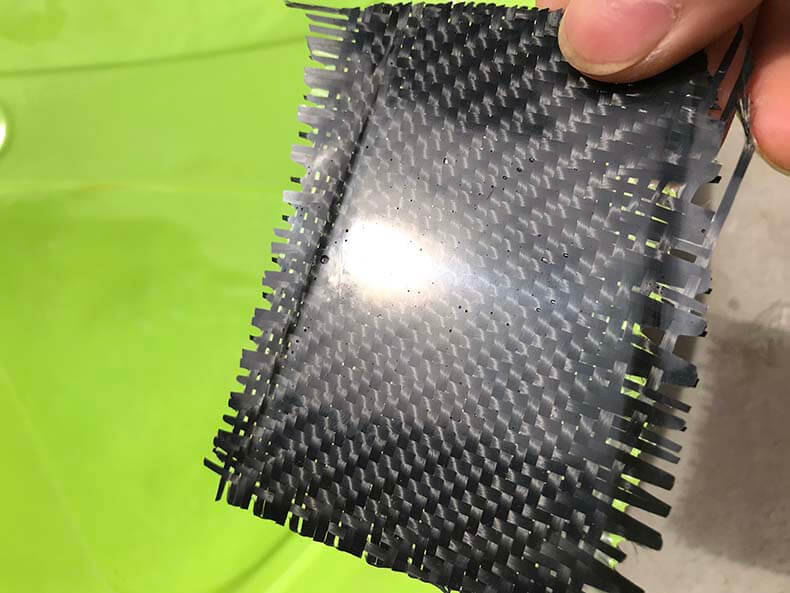
在制作碳纤维部件过程中,表面针孔、凹坑是较常见的表面缺陷,难以完全杜绝。该问题的产生与树脂种类、树脂粘度、碳纤维编织方式、施工环境、操作工艺等因素密切相关。当出现针孔缺陷时,可通过针对性工艺进行修补与处理。
一、针孔产生的主要原因
- 树脂体系选择不当,低粘度树脂易产生气泡,高粘度树脂不易浸润纤维。
- 施工环境湿度大、粉尘多,易引入杂质与微小气泡。
- 固化过程中升温过快,树脂内部气体无法及时排出。
- 碳纤维布编织密度不均,局部浸润不充分形成孔隙。
- 搅拌树脂时引入大量空气,未进行脱泡处理。
二、碳纤维针孔专业处理方法
(一)环氧树脂填充修补法(高强度适用)
该方法强度高、耐久性好,适合航空部件、结构件等后期需喷涂色漆的部件。
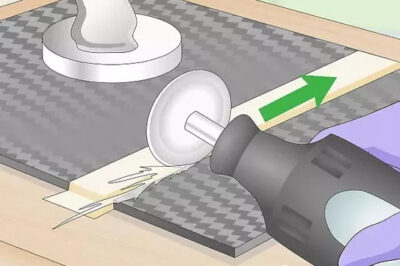
操作流程:先用 240 目砂纸水磨表面,彻底清洁除污、干燥;用环氧树脂胶均匀填充针孔与凹坑;待胶体完全固化后,再次打磨平整;重复填充、打磨步骤,直至所有孔隙完全封堵;最后进行喷漆处理。此方法耗时较长,但制品强度与附着力优于腻子修补。
(二)聚氨酯体系涂覆法(外观件适用)
该方法采用低涂、中涂、面涂三层涂覆工艺,多用于需保留碳纤维原始质感的外观件。优势是操作等待时间短、表面平整度高,整体外观效果好,但材料与施工成本相对较高。
三、常见问题与解决方案
- 问:修补后再次出现针孔怎么办?答:需彻底打磨原有缺陷层,检查树脂搅拌与脱泡环节,延长脱泡时间,降低环境湿度后重新修补。
- 问:保留碳纤维纹理适合哪种处理方式?答:优先选择聚氨酯体系低中面涂工艺,避免厚层环氧树脂覆盖破坏纹理。
- 问:小面积针孔与大面积针孔处理有区别吗?答:小面积可直接点涂环氧树脂修补;大面积建议整体薄刮涂覆,保证表面平整度一致。
- 问:处理后表面喷漆需要注意什么?答:确保修补层完全固化,打磨至无凹凸、无颗粒,清洁除尘后再进行喷涂,提升漆面附着力。
四、预防针孔的基础建议
- 树脂使用前充分搅拌并真空脱泡。
- 控制施工环境温度在 20-25℃,湿度低于 60%。
- 选择与碳纤维匹配的专用浸润树脂。
- 固化过程采用阶梯升温,避免快速固化导致气体滞留。