本文核心阐述玻璃钢板无法实现绝对的平整光滑,核心原因是制品会发生后固化产生轻微形变,同时补充了提升玻璃钢板平整度光滑度的专业方法、形变成因及相关常见问题,为玻璃钢板的制作与使用提供实操参考。
一、玻璃钢板无法实现绝对平整光滑的核心原因
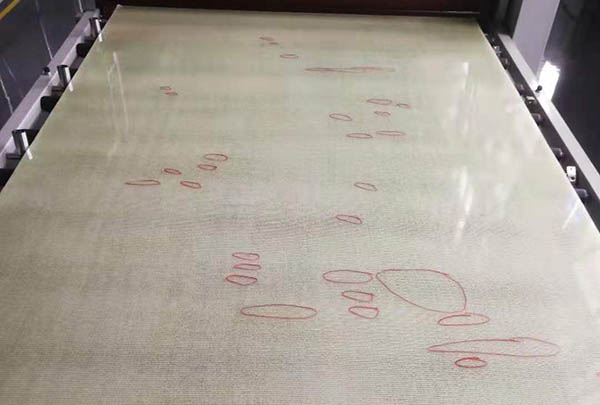
玻璃钢制品在成型后,会经历后固化阶段,这一过程中树脂会继续发生固化反应,伴随体积收缩与内部应力释放,进而引发板材的轻微形变,这种形变是材料特性决定的必然现象,因此即便能制作出外观非常平整光滑的玻璃钢板,也无法达到绝对的平整光滑状态。
从专业角度来看,玻璃钢的固化收缩分为成型固化和后固化两个阶段,后固化阶段的收缩会直接导致模具表面的制品出现细微的外观偏差,而玻璃钢板的凝胶涂层收缩率高于纤维增强树脂,大面积平板类制品受此影响,形变表现会更明显。同时,树脂与玻璃纤维的热膨胀系数差异,会在温度变化时进一步加剧板材的细微形变,让绝对平整光滑的状态更难实现。
二、提升玻璃钢板平整度与光滑度的专业方法
虽然无法实现绝对平整光滑,但通过材料选择、工艺优化、模具设计等方式,能大幅提升玻璃钢板的平整光滑度,减少后固化形变的影响,具体方法如下:
- 优选低收缩性材料:选用低收缩型不饱和聚酯树脂或环氧树脂作为基体材料,搭配无碱玻璃纤维布 / 毡,能有效降低后固化阶段的收缩率,从根源减少形变;凝胶涂层可选用低收缩配方,避免表面翘曲。
- 优化固化工艺:采用阶梯式升温的固化方式,避免树脂固化不均匀;在略高于玻璃钢板使用温度的环境下进行 2-4 小时的后固化处理,释放内部应力,提升板材的尺寸稳定性。
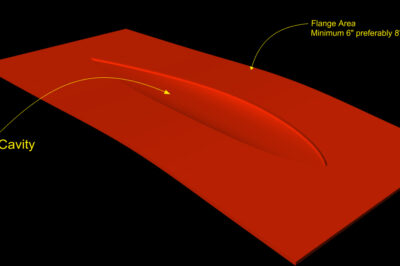
- 模具设计做反向补偿:针对大面积玻璃钢平板,模具设计时预先考虑收缩变形量,将模具制作成轻微凸面,一般每线性英尺预留约 6mm 的凸起量,抵消后固化带来的凹陷形变;同时保证模具表面的高光滑度,直接提升制品表面光洁度。
- 精细化施工与成型:制作时采用 0°/90° 交叉铺层的玻璃纤维排列方式,平衡板材内部应力,减少翘曲;刮涂树脂胶泥时填满板材纹路与缝隙,固化后进行精细打磨,再涂刷多层面漆,提升表面光滑度。
- 增设专用光洁层:在玻璃钢板基体表面设置树脂膜层 + PET 聚酯保护膜层的光洁层,或增加纤维表面毡制成的平整层,既能提升表面光滑度,还能减少粉尘、油脂吸附,保持光洁效果。
三、玻璃钢板相关常见问题解答
- 玻璃钢板的核心特性有哪些?玻璃钢板是玻璃纤维与树脂复合的复合材料,核心特性为轻质高强(密度是碳钢 1/4,拉伸强度接近高强度合金钢)、耐腐蚀、电绝缘,还具备良好的耐候性与加工性,部分定制款还能实现阻燃、耐高温效果。
- 玻璃钢板平整度偏差的行业标准是多少?优质玻璃钢平板的表面平整度误差可控制在≤0.5mm/m,厚度公差 ±0.2mm 以内,行业平均水平为平整度误差 ±1mm/m,厚度公差 ±0.5mm。
- 使用中玻璃钢板出现形变还能修复吗?轻微形变可通过局部补强处理,在变形区域粘贴预浸料补片后重新固化,能恢复 80% 以上的原始强度与平整度;避免使用加热矫直法,树脂的 “记忆效应” 会导致形变回弹。
- 如何避免玻璃钢板使用过程中出现二次形变?使用时避免重压、高温暴晒与剧烈的温度变化,腐蚀性环境中做好防护;安装时预留板材伸缩缝隙,对大面积平板增设牢固的支撑结构,减少外力与环境因素引发的形变。
- 玻璃钢板的常见应用场景有哪些?广泛应用于化工储罐内衬、污水处理池盖板等防腐场景,地铁隧道通风管道、高层建筑防火隔板等阻燃场景,还可作为建筑外墙板、船舶底板、电力设备绝缘隔板等。
四、玻璃钢板日常维护与保养要点
为保持玻璃钢板的平整光滑与使用性能,日常需做好基础维护:定期清洗表面,去除灰尘与污渍,避免油脂、强酸强碱等物质附着;检查板材连接处与表面,发现裂纹、空鼓及时用树脂胶泥修补;户外使用的玻璃钢板可定期涂刷防护面漆,提升耐候性,减少因材料老化导致的表面粗糙与形变。