
本文围绕复合材料部件制作中强芯毡的使用展开,明确了其适用的部件厚度范围、核心优势与使用前提,同时补充了强芯毡的专业属性、工艺特点及常见问题,为复合材料生产中强芯毡的合理选用提供全面参考。
一、强芯毡的核心属性与基础作用
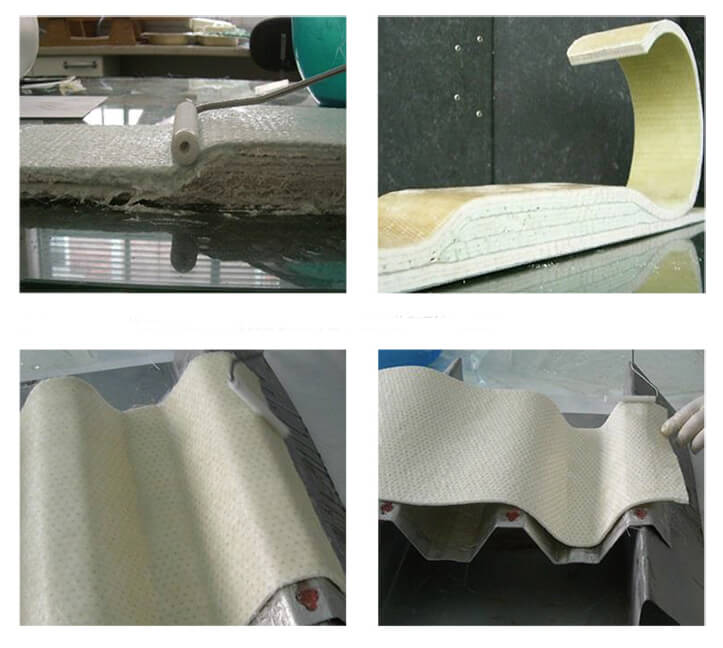
强芯毡是复合材料行业专用的夹芯材料,主要由聚酯纤维或玻璃纤维与微粒小球组成,通过可溶于苯乙烯的胶粘剂粘接成整体毡状物。它并非单一增强材料,一般不会单独使用,多添加在纤维夹层间形成三明治夹芯结构,核心作用为增厚减重,在保证复合材料部件总体强度基本不变的前提下,大约能降低原有部件 40% 的重量,同时单层强芯毡可替代多层传统玻纤材料,有效节省施工时间。
此外,强芯毡还具备诸多附加优势:能有效防止玻璃纤维布纹印出,提升制品表面光洁度;增强部件螺纹紧固力与握钉力,适配后装配需求;浸润性好且与上下蒙皮结合紧密,层间结合力强不易脱层;质地柔软易裁剪,随形性佳,适合异形件和多曲面铺层施工。在真空导入等闭模工艺中,部分型号还可作为内部树脂导流介质,省去导流网和脱模布,简化工艺流程。
二、复合材料部件使用强芯毡的核心场景
使用强芯毡的核心前提是部件有减轻重量的需求,且综合考虑成本与性能后,建议仅在复合材料部件厚度为 5-15mm时选用。该厚度区间内,强芯毡的减重优势、施工效率优势能有效弥补其客单价高于普通玻纤材料的特点,实现性能与成本的平衡。
两类情况不建议使用强芯毡:
- 部件厚度为 2-3mm 时,使用强芯毡会导致部件总体强度不佳,无法满足使用要求;
- 部件生产无重量限制时,传统玻璃纤维增强物的强度表现更优,是更优选择。
三、强芯毡的成本与效率优势
强芯毡的客单价虽不低于各类玻纤材料,但从整体生产维度考量,具备显著的成本与效率优势:
- 施工效率提升:一层 3mm 强芯毡可相当于 3 层 450 克短切毡或 8 层 400 克方格布的厚度,能节省 30%-40% 的糊制时间,降低人工成本;
- 原料成本节省:使用强芯毡可使部件中心区域树脂用量减少 45%,同时减少玻璃纤维的使用量,原料端成本降低;
- 综合成本可控:虽单价比玻纤材料高 3-5 倍,但结合树脂、人工的成本节省,整体综合成本并非单纯的倍数差距,合理使用可实现成本优化。
四、强芯毡的常见应用领域
强芯毡凭借减重、提效、提升表面质量等优势,已广泛应用于多个行业的复合材料部件制作,核心应用领域包括:
- 船舶领域:豪华游艇、高速客船的上层结构,冲锋舟、赛艇的船体等;
- 交通领域:火车内装饰板,汽车内饰件、顶板,大巴侧板与顶板等;
- 卫生洁具:浴房底盘、浴缸四周等;
- 能源领域:风力发电机叶片;
- 模具制作:各类玻璃钢模具;
- 其他领域:游乐设施滑道、建筑装饰板、运动器材滑雪板、化工储罐等。
五、强芯毡使用的常见问题解答
1. 强芯毡能否单独制作复合材料部件?
不能。强芯毡的拉伸强度较弱,属于夹芯材料,需与玻璃纤维等增强材料配合,添加在纤维夹层间形成夹芯结构,才能保证部件的强度性能。
2. 强芯毡在闭模工艺中有哪些特殊价值?
除基础的减重、增厚作用外,部分型号的强芯毡可作为内部树脂导流介质,省去导流网和脱模布,简化工艺流程;同时能有效避免布纹印出,让制品表面光洁度远优于传统工艺制作的部件。
3. 不同厚度的强芯毡该如何选择?
强芯毡厚度一般占整个复合材料制品厚度的 50% 左右,可单层或多层同时使用,无需预先成型或研磨,只需铺于玻纤湿外层并浸渍树脂,胶粘剂会迅速溶解,便于塑造成任意形状,实际选用需根据制品设计厚度与刚度要求调整。
4. 强芯毡与传统硬质夹芯材料相比有何差异?
与轻木、泡沫等传统硬质夹芯材料相比,强芯毡的减重效果稍弱,但吸胶量更高,与玻纤层的结合性更好,且质地柔软、施工便捷,更适合异形、曲面部件的制作;传统硬质夹芯则更适用于对减重要求极高、外形规则的部件。
5. 使用强芯毡对施工工艺有要求吗?
强芯毡施工门槛较低,可用普通剪刀或美工刀裁剪,适配手糊、真空导入等多种复合材料成型工艺;施工时只需保证基层平整,将其铺于玻纤层后充分浸渍树脂即可,浸润性好的特点能让其与玻纤层快速结合。





