
本文核心讲解美光 8 号脱模蜡在玻璃钢行业的实际脱模效果,分析了实操中出现粘模问题的核心原因并非产品本身,而是操作不当所致,并补充了该脱模蜡的正确使用方法、专业操作要点及常见问题解决方案。
一、8 号脱模蜡的行业基础特性
美光 8 号脱模蜡是玻璃钢行业应用广泛的膏状脱模蜡,凭借经济实惠、操作简单的特点成为行业常用材料,在不饱和树脂、环氧树脂、乙烯基酯树脂的手糊玻璃钢制品及人造石树脂浇注等场景中,均能实现良好的脱模效果,也是业内口碑认可的经典脱模材料,半个世纪以来在行业中持续应用。
其基础操作逻辑为在模具表面用无绒布擦拭抛光并重复操作,形成均匀的脱模隔离层,为玻璃钢制品脱模提供基础保障。
二、实操粘模问题案例分析
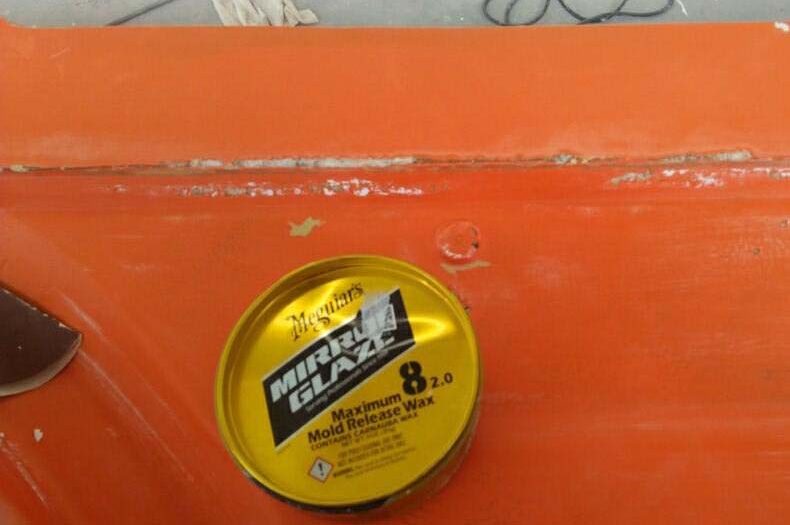
有玻璃钢行业客户反馈,使用美光 8 号脱模蜡后出现严重粘模问题,模具局部位置连胶衣都发生剥离,拐角位置的粘模现象更为明显,模具拐角处还出现撬模留下的痕迹,后续需对模具进行重新修补。
经现场分析与沟通发现,粘模问题并非 8 号脱模蜡的产品质量问题,核心诱因有两点:
- 操作次数不足:客户仅在模具表面打了一遍脱模蜡,未按标准流程重复涂覆;
- 模具基础条件不佳:该模具为老玻璃钢模具,表面并非光洁状态,本身增加了脱模难度;
- 局部涂覆不均:粘模仅出现在模具中间和拐角位置,其余位置脱模正常,说明脱模蜡在关键位置存在涂覆遗漏或不均的情况。
业内虽存在老模具不打脱模蜡也能连续脱模的情况,但该情况受模具光洁度、树脂类型、成型工艺等多重条件限定,非光洁的老模具仅打一遍脱模蜡,第一模可能顺利脱模,但第二模粘模的风险会大幅提升。
三、8 号脱模蜡正确使用方法
8 号脱模蜡的脱模效果核心取决于标准化操作,新、老模具的操作流程存在差异,整体需遵循「涂覆 – 干燥 – 抛光 – 重复」的核心步骤,具体操作规范如下:
- 模具预处理:确保模具表面密封、清洁、无污垢,多孔模具(木材 / 石膏原模)需先做密封处理,老模具需清除表面的树脂残留、油污及旧脱模蜡残留;
- 基础涂覆:用干净无绒布取适量脱模蜡,以打旋式擦拭模具表面,确保覆盖整个模具,重点关注拐角、缝隙等易遗漏位置,操作方式与擦皮鞋油相近;
- 干燥处理:室温下等待脱模蜡干燥,常规环境下干燥时间为 3-5 分钟,干燥后模具表面会出现哑光的漩涡纹路,此为正常现象;
- 抛光处理:用另一块干净无绒布轻轻擦拭模具表面,将漩涡纹路抛除,使模具表面变得光滑光亮,注意轻压操作,仅抛光不清除蜡层;
- 重复涂覆:干燥抛光后重复上述涂覆 – 干燥 – 抛光步骤,新模具需重复 3-5 次,老模具至少重复 2-3 次;
- 最终静置:最后一遍涂覆抛光后,新模具需静置 1 小时以上,老模具至少静置 15 分钟,确保蜡层完全干燥成型,达到最佳脱模效果。
四、8 号脱模蜡使用专业要点
- 分层操作是关键:若未等前一层脱模蜡干燥就连续涂覆,即使涂覆 100 遍,效果也与 1 遍无异,每层干燥是形成有效隔离层的核心;
- 避开高温工艺:8 号脱模蜡的耐温上限约 50-60℃,不适用于高温固化、预浸料成型及模具表面温度超 60℃的湿法成型工艺,此类场景需选用耐高温型脱模蜡;
- 模具匹配性:8 号脱模蜡不适用于与聚乙烯醇(PVA)搭配使用,会出现油水不相容的现象,若需搭配 PVA 需选用无硅酮型脱模蜡;
- 蜡层厚度控制:涂覆时遵循「薄而均匀」原则,过厚易导致制品表面缩孔,过薄则易漏涂粘模,常规蜡层厚度控制在 3-5μm 为宜。
五、8 号脱模蜡常见问题及解决办法
1. 粘模 / 脱模不顺
核心原因:涂覆次数不足、模具未清洁、局部涂覆不均、蜡层未完全干燥;
解决办法:按标准流程补涂 2-3 层脱模蜡,清除模具表面污渍后重新操作,重点对拐角等位置加强涂覆,确保每层蜡层充分干燥。
2. 模具胶衣剥离
核心原因:粘模后强行撬模、模具表面胶衣层本身附着力不佳、脱模蜡与胶衣层兼容问题;
解决办法:粘模时避免暴力撬模,采用脱模剂辅助脱模;修补模具胶衣层并充分固化后,再重新涂覆脱模蜡;确认脱模蜡与胶衣树脂的匹配性。
3. 制品表面有蜡痕 / 缩孔
核心原因:脱模蜡涂覆过厚、抛光不彻底、蜡层干燥不充分;
解决办法:按薄涂原则重新涂覆,加强抛光步骤至模具表面镜面光亮,延长蜡层干燥时间,确保无未干蜡质残留。
4. 多次脱模后效果下降
核心原因:蜡层在脱模过程中被逐步破坏,未及时补涂;
解决办法:前 5-10 次脱模后补涂 1 层脱模蜡,后续每 5-10 次脱模按需补涂,保持模具表面的蜡层隔离效果。
六、8 号脱模蜡与其他脱模剂的对比
8 号脱模蜡属于蜡基脱模剂,与硅油类、PTFE 类、水基类脱模剂相比,存在明显的优劣势,适配场景也各有不同,具体对比如下:
| 脱模剂类型 | 核心优势 | 核心劣势 | 适配场景 |
|---|---|---|---|
| 8 号蜡(蜡基) | 成本低、操作简单、对玻璃钢模具兼容性好、制品表面光洁度高 | 需多次涂覆抛光、批量生产效率低、蜡残留影响后续粘接喷漆 | 玻璃钢手糊 / 喷射成型、小批量制品、老玻璃钢模具日常脱模 |
| 硅油类 | 脱模效果强、单次涂覆可多次脱模、耐温性较好 | 硅残留风险高、影响后续加工、易造成模具硅污染 | 玻璃钢模压 / 缠绕成型、中批量生产、无后处理要求的制品 |
| PTFE 类 | 耐温性极高、化学稳定性好、无残留 | 成本高、需高温固化、表面光洁度略逊 | 高温模压成型、长期使用的金属模具 |
| 水基类 | 环保无异味、易清洗、残留低 | 耐水性差、低温易结冰、耐温性一般 | 环保要求高的车间、玻璃钢手糊成型、自动化生产线 |
七、总结
美光 8 号脱模蜡本身是玻璃钢行业性价比极高的脱模材料,实操中出现的脱模问题,90% 以上源于操作不规范,而非产品质量问题。
想要发挥其最佳脱模效果,核心在于遵循「清洁 – 薄涂 – 干燥 – 抛光 – 重复」的标准化流程,根据新、老模具的不同条件调整涂覆次数,同时避开高温工艺等不适配场景,及时对模具进行补涂和维护。
只要操作规范,8 号脱模蜡能在玻璃钢常规成型工艺中实现稳定的脱模效果,有效降低生产中的模具损耗和制品报废率。