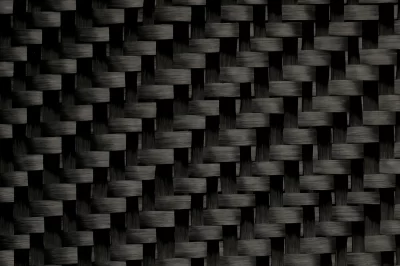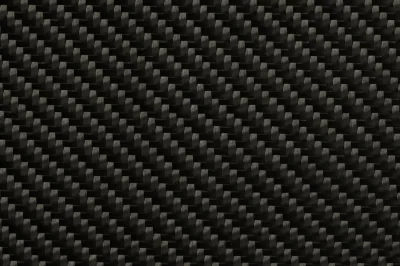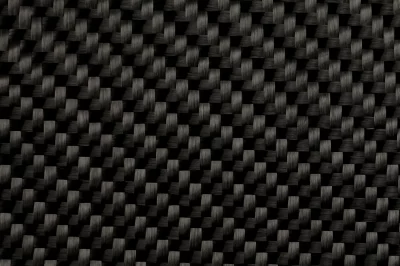
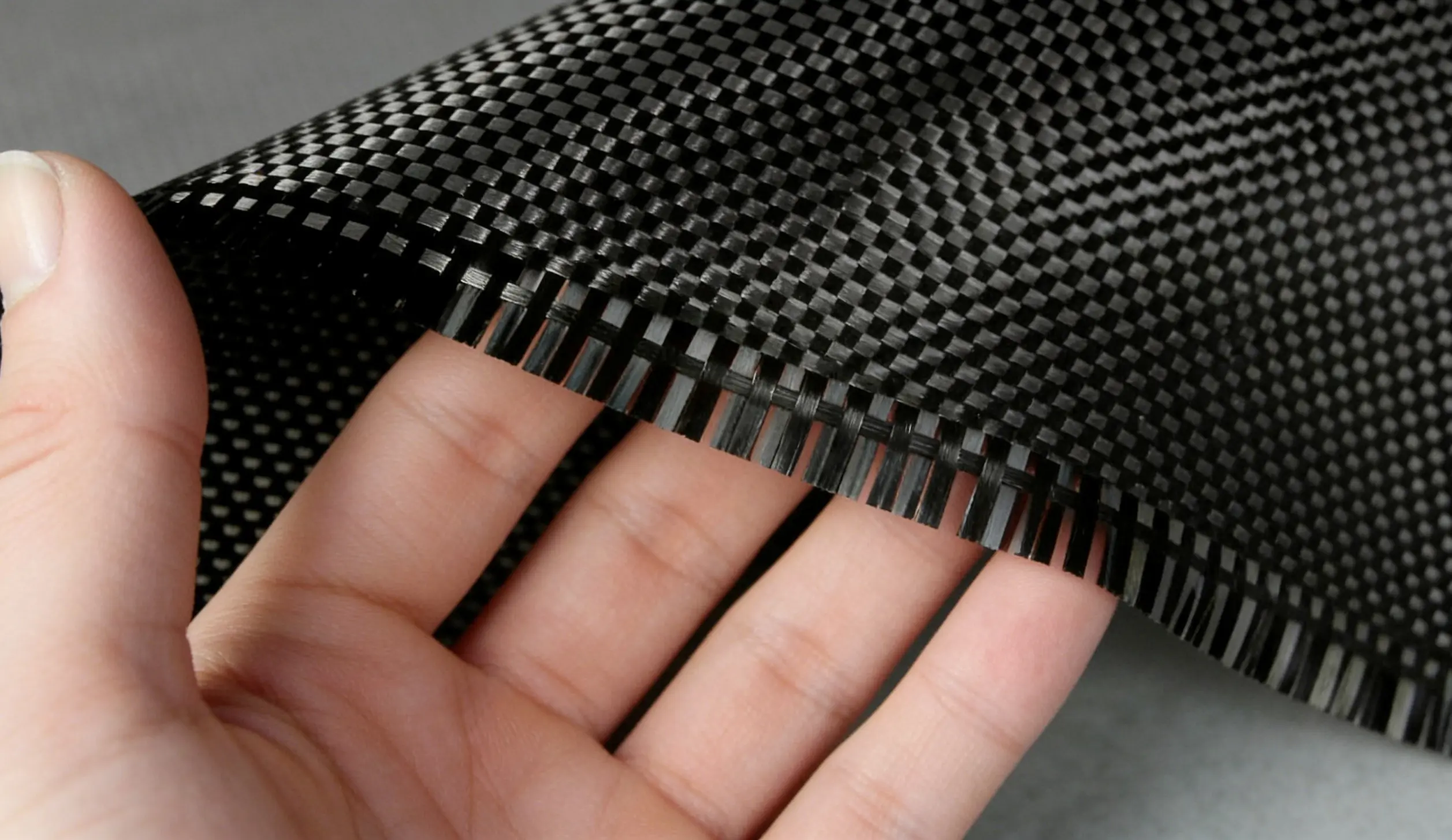
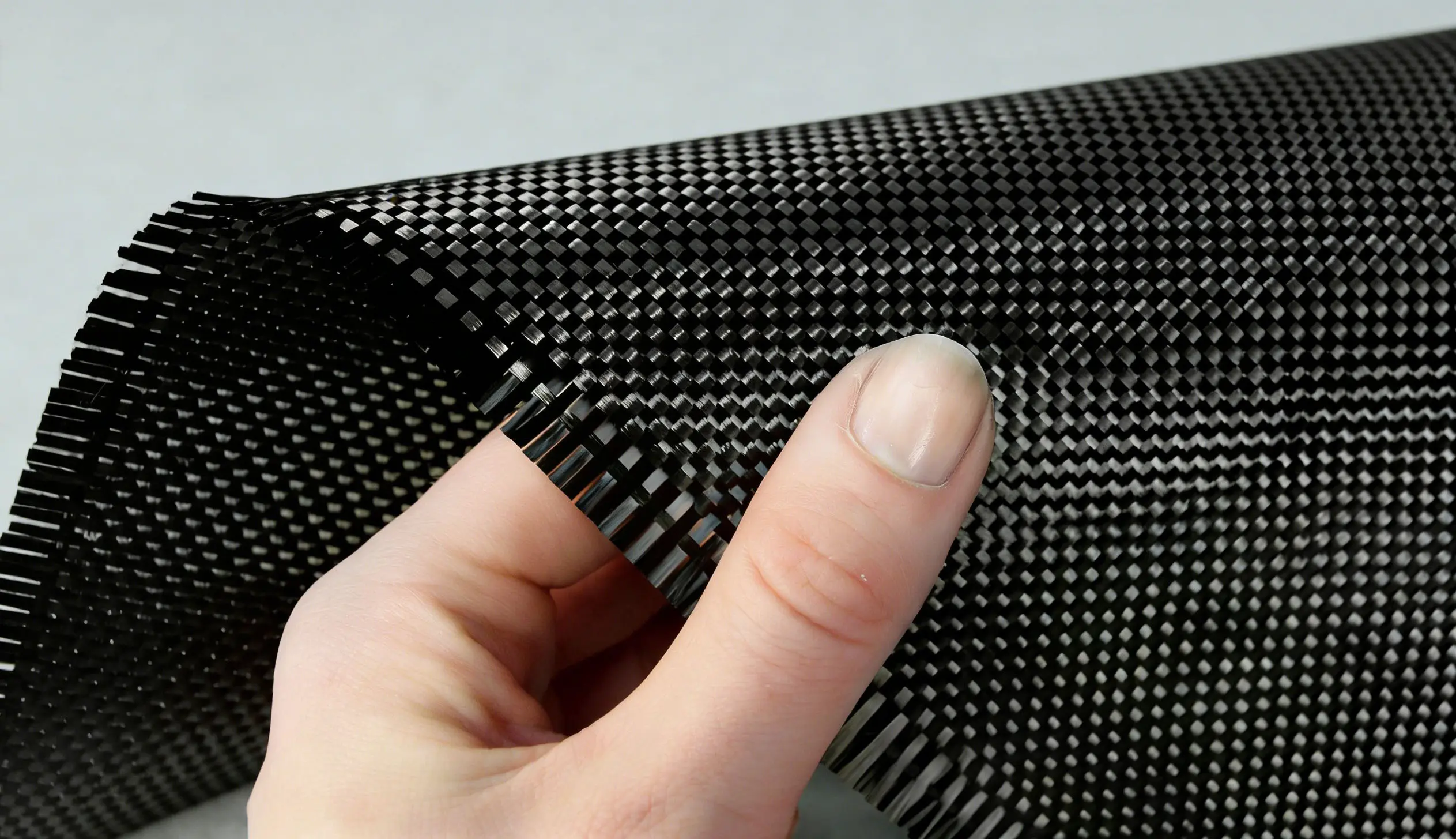
碳纤维布料平纹织物, 210克/吨,3k纤维,1米宽卷材,适合制造碳纤维零件, 用碳纤维层覆盖或剥皮部件。

一、产品信息
1. 尺寸与面密度
| 参数 | 数值 | 单位 |
|---|---|---|
| 幅宽 | 1000(可选 1250) | mm |
| 厚度 | 0.3 | mm |
| 真空固结厚度 | 0.3 | mm |
| 面密度 | 210 | g/m² |
| 单米毛重 | 0.25 | kg |
2. 织物参数
| 参数 | 数值 | 备注 |
|---|---|---|
| 纤维型号 | Pyrofil TR30S 3K | 三菱原厂碳纤维 |
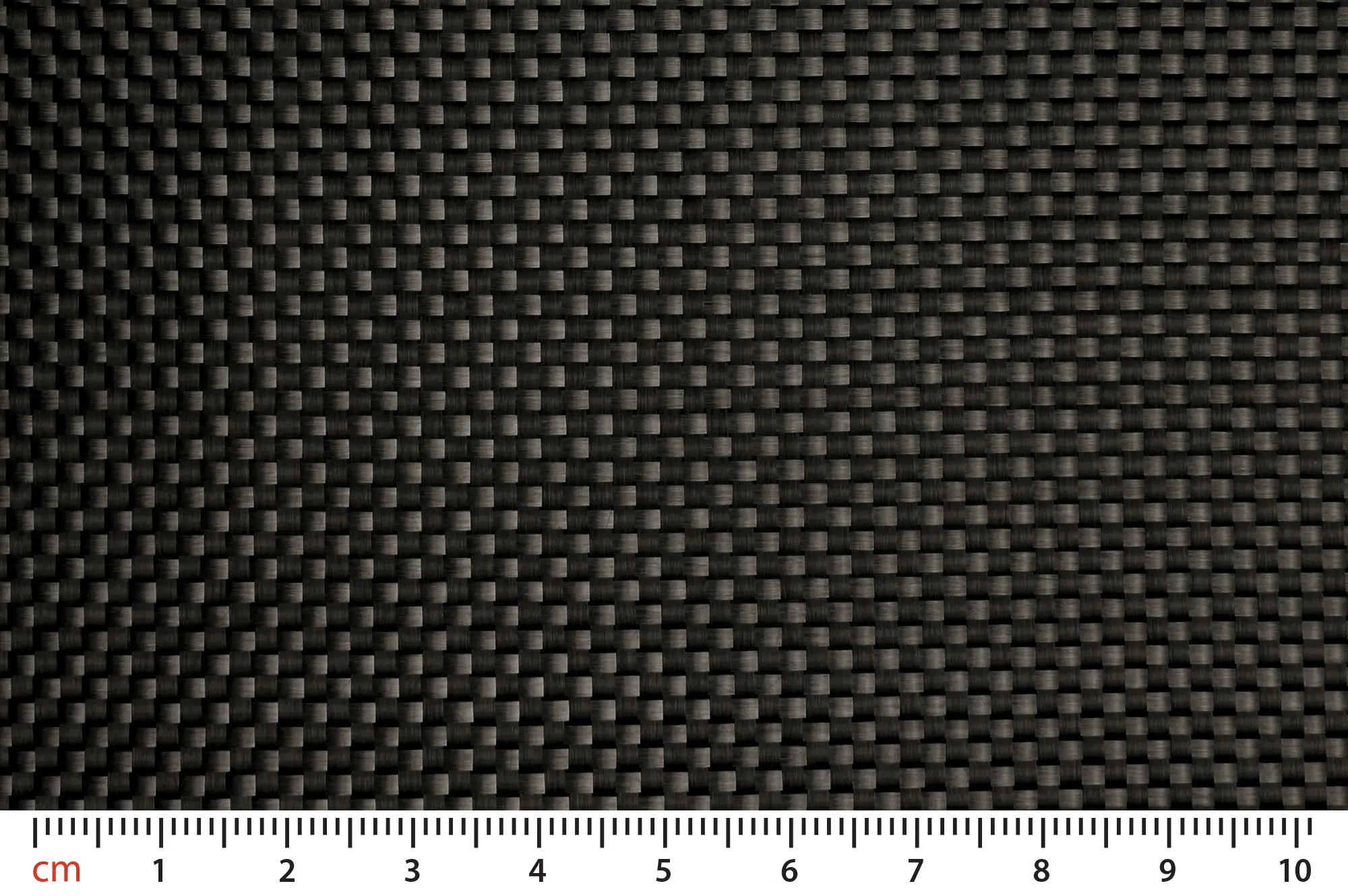
| 编织方式 | 1×1 平纹 | 经典方格纹理 |
| 丝束规格 | 3K | 每束含 3000 根单丝 |
| 纤维取向 | 0°/90° | 双向等强 |
| 经密 / 纬密 | 5/5 | 根 / 厘米 |
| 颜色 | 炭黑色 | 碳纤维天然原色 |
| 形态 | 机织织物 | 无涂层干布 |
3. 纤维性能
| 参数 | 数值 | 单位 |
|---|---|---|
| 紫外线抗性 | 完全耐 UV | 户外使用稳定 |
| 纤维密度 | 1.79 | g/cm³ |
| 单丝直径 | 7 | μm |
| 拉伸强度 | 4120 | MPa |
| 拉伸模量 | 234 | GPa |
| 断裂伸长率 | 1.8 | % |
二、特点与适用场景
- 编织优势:平纹为第二大常用碳纤维布编织方式,采用一上一下织造工艺,布面呈规则方格,相比 2/2 斜纹更不易变形,操作稳定性更高;若需贴合复杂曲面,建议选用 2/2 斜纹碳纤维布。
- 适用工艺:可用于湿法铺层、真空袋压、树脂灌注工艺,也可单独作为表面层实现碳纤维外观包覆(表覆工艺)。
- 铺层建议:纯碳纤维增强制件需多层叠加,车身面板、外罩等非结构件通常需 3-6 层该规格碳纤维布。
- 典型应用:碳纤维零部件制作、产品碳纤维层包覆 / 表覆,也可用于发动机摇臂盖等工业零部件(需搭配耐高温树脂)。
三、常见问题
1. 最高使用温度是多少?可制作发动机摇臂盖吗?
碳纤维布本身可耐受数百度高温,并非使用温度限制因素,核心限制为配套树脂的热变形温度。
发动机摇臂盖通常接触 120℃左右热油及排气系统热量,建议选用高温环氧树脂(适当后固化可耐受 180℃);也可选用釜外预浸料碳纤维,其树脂体系热变形温度可达 120℃。
2. 碳纤维布有保质期吗?
对于航空航天等超高精度应用,干碳纤维布因纤维上浆剂缓慢降解会标注保质期;常规工业 / 民用应用中,妥善储存的干布无保质期,上浆剂降解可忽略不计。
3. 湿法铺层需多少树脂?
核心估算原则:树脂重量≈碳纤维布总重量,另需预留毛刷、搅拌罐的少量损耗。
例:1㎡200g/㎡碳纤维布需 200g 树脂;5 层 200g/㎡碳纤维布(总 1000g/㎡)需 1kg 环氧树脂。
4. 3K 代表什么含义?
3K 为丝束规格(长丝数),指编织用的每束碳纤维含3000 根单根碳纤维丝;6K、12K 等更大规格代表丝束更粗,织物也更厚实。
5. 单层固结后典型厚度是多少?
厚度由真空固结程度决定,本店标注厚度均为1bar 真空压力下的固结厚度(最具实际参考价值):
- 90g/㎡碳纤维布:单层固结厚≈0.1mm
- 200g/㎡碳纤维布:单层固结厚≈0.25mm
- 本款 210g/㎡碳纤维布:单层固结厚 0.3mm(规格表标注值)
6. 碳纤维布本色是什么?
所有碳纤维的天然颜色均为炭黑色,无其他原色。