真空灌注工艺 VIP 是常用闭模成型工艺,仅依靠大气压力推动树脂填充模腔,工艺可控性高、产品一致性好、环保性强,广泛用于复合材料成型,本文介绍其原理、优势、不足、应用案例及常见问题。
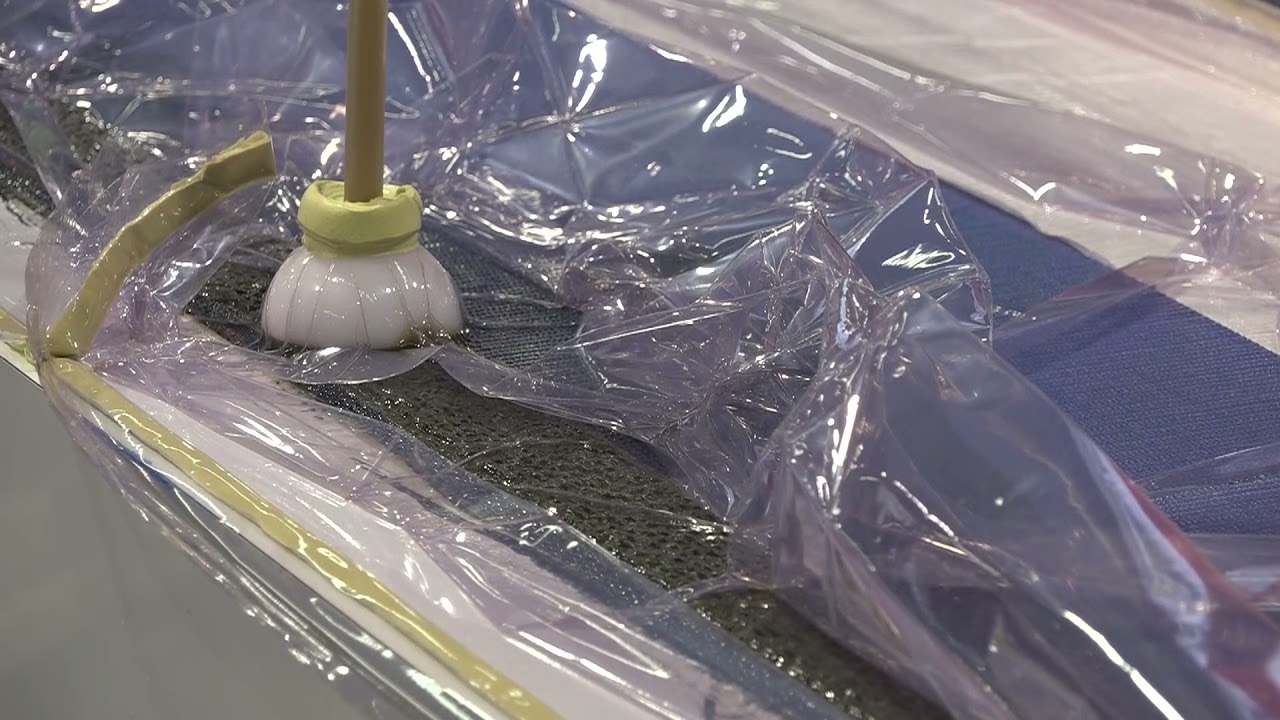
真空灌注工艺(VIP)是众多闭模工艺之一,它是唯一一种仅利用大气压力将树脂推入模腔的成型工艺。模腔形式可以是单面模具搭配 B 面袋装薄膜,也可以是双面模具,还可以是软信封袋。该工艺遵循达西定律,因此可控性极高。
影响树脂流动的核心变量:层压板渗透性、树脂粘度、腔内与大气压差。当这三个变量保持稳定时,同一部件的每次灌注过程都会保持一致,材料清单精准,树脂与玻璃纤维用量稳定。
真空灌注工艺的优势:具备闭模工艺的环保优势,树脂在封闭环境固化,苯乙烯排放量降至最低;拥有优异的玻纤树脂比,成品层压板空隙极少甚至无空隙,是高强度复合层压板制造方法之一;工作环境优于开放式成型,有助于提升员工留存率;标准复合模具满足真空密封与法兰宽度要求即可使用,模具投入低于其他闭模工艺。
真空灌注工艺的主要缺点:生产循环时间较慢、消耗品成本较高。
真空灌注工艺对比开放式成型的核心优势:大幅减少苯乙烯排放量,复合材料层压板强度更高,零件重量与尺寸重复性和一致性好,核心材料适配性优越,物料清单精准,模具成本更低。
补充知识
- 真空灌注工艺适用材料:适用于玻璃纤维、碳纤维、芳纶纤维等增强材料,搭配环氧树脂、乙烯基酯树脂、不饱和聚酯树脂等基体材料。
- 工艺适用场景:风电叶片、船舶船体、汽车部件、航空航天构件、卫浴洁具、防腐设备等大中型复合材料制品。
- 达西定律在工艺中的作用:描述树脂在纤维铺层中的渗透流动规律,是优化灌注速度、避免干斑与气泡的理论基础。
案例说明
某风电叶片制造企业采用真空灌注工艺生产玻纤增强叶片,相比传统开放式成型,苯乙烯排放降低 90% 以上,产品层压板空隙率控制在 0.5% 以内,叶片力学强度提升 20%,同型号叶片重量偏差小于 1%,模具投入减少 30%,综合良品率提升至 98.5%。
常见问题
- 真空灌注工艺适合小型复合材料件吗?答:适合,但小件因循环时间较长、消耗品占比高,生产成本会高于开放式成型,小批量高精度小件更推荐使用。
- 真空灌注工艺对模具要求高吗?答:核心要求是良好真空密封性与足够宽的密封法兰,标准模具改造后即可使用,整体模具成本低于 RTM 等闭模工艺。
- 如何缩短真空灌注的循环时间?答:可通过优化树脂配方降低粘度、提升纤维铺层渗透性、合理设计流道与注胶口、适当提高环境温度等方式缩短灌注与固化时间。
- 真空灌注工艺产品为什么一致性好?答:工艺受三大稳定变量控制,灌注过程可重复,树脂与纤维配比精准,因此产品重量、尺寸、性能偏差极小。