本文核心阐述模具胶衣从厚度、弹性、表面质量三个维度对模具加工精度产生的具体影响,明确其作为模具保护材料的核心定位,同时补充模具胶衣的专业选型、施工参数及常见问题解决办法,为模具加工精度控制提供全面参考。
一、模具胶衣对模具加工精度的核心影响
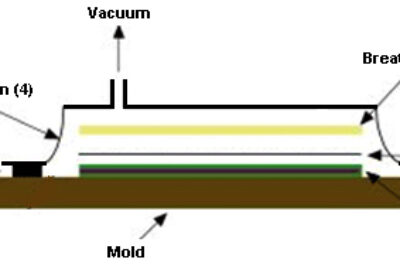
模具胶衣作为玻璃钢模具等复合材料模具的表面保护材料,其自身特性直接影响模具加工后的尺寸、表面及成型稳定性,核心影响体现在厚度、弹性、表面质量三个方面:
- 厚度影响:模具胶衣的厚度直接关联模具表面实际尺寸,过厚的胶衣会使模具表面基础尺寸微增,进而导致加工件的尺寸出现偏差,行业内常规模具胶衣施工厚度建议控制在 0.4-0.6mm,单次涂布成膜厚度以 0.2-0.5mm 为宜,过厚还易引发胶衣层开裂、针孔等问题,间接影响加工精度。
- 弹性影响:胶衣的弹性特性是提升加工稳定性的关键,合适的弹性可有效减少模具与加工件之间的摩擦和振动,降低加工过程中因震动产生的尺寸误差;同时弹性胶衣能吸收模具及加工设备轻微的变形和误差,减少此类问题向加工件的传导,保障加工精度的一致性。
- 表面质量影响:模具胶衣的表面状态会直接复刻到加工件表面,若胶衣表面存在凹凸、划痕、污染、针孔等瑕疵,会直接传导至加工件,导致加工件表面不平整、出现瑕疵或尺寸偏差;优质模具胶衣需保证表面光滑无缺陷,且成型后具备良好的光泽度和均匀性。
二、模具胶衣的专业属性与核心定位
- 核心功能:模具胶衣并非提升模具加工精度的核心手段,其本质是模具表面的保护措施,主要作用为保护模具表面、减少模具在使用和加工过程中的摩擦与磨损,延长模具使用寿命,同时提升模具表面的耐腐蚀性、耐热性和耐磨性。
- 专业性能要求:工业级模具胶衣需具备高硬度、高光泽度、抗冲击性强、耐热性优异的特点,主流乙烯基酯型模具胶衣如 TM82、TM86,巴氏硬度可达 45 左右,热变形温度能满足 110-150℃的加工环境,环氧型模具胶衣更可实现 200℃以上的耐高温性,适配高端复合材料模具的加工需求。
- 精度控制的辅助价值:虽然胶衣不直接提升精度,但通过合理选择和施工,可减少模具自身缺陷对加工精度的负面影响,为模具加工精度的稳定提供基础保障。
三、模具胶衣的选型与施工关键参数
(一)主流模具胶衣型号及适用场景
工业中常用的模具胶衣主要分为乙烯基酯型和环氧型,核心型号及参数如下:
| 胶衣类型 | 型号 | 核心参数 | 适用场景 |
|---|---|---|---|
| 乙烯基酯型 | TM82 | 粘度 2000-5000,巴氏硬度 45,热变形温度 110℃ | 高要求玻璃钢模具制作 |
| 乙烯基酯型 | TM86 | 粘度 1600-5500,巴氏硬度 45,热变形温度 150℃ | 高性能玻璃钢模具及产品 |
| 环氧型 | IFC-M22 | Tg≥152℃,拉伸强度≥76MPa | 中温固化复材模具(热压罐 / RTM 工艺) |
| 环氧型 | IFCM45 | Tg≥220℃,拉伸强度≥80MPa | 高温固化复材模具(烤箱 / 热压罐工艺) |
(二)施工核心控制要点
- 环境参数:施工环境温度保持 21~28℃,相对湿度 40-60RH,温度低于 15℃或湿度高于 70% 会影响胶衣固化效果,进而导致表面质量缺陷;
- 涂布工艺:可采用手刷或喷射成型,建议分 2-4 遍均匀涂布,避免一次喷涂过厚,手刷工艺更适合高精度模具的胶衣施工;
- 固化控制:胶衣固化剂(过氧化甲乙酮)添加量为 1.0-2.5%,根据环境温度调节;待胶衣表面手指不粘后再进行后续背衬层施工,环氧型胶衣需按规范进行后固化处理,确保成型硬度;
- 前期处理:施工前需保证模具表面干燥、清洁、无油污,原模表面需做好脱模剂涂刷,避免胶衣层剥离。
四、模具胶衣施工常见问题及解决办法
模具胶衣施工中的缺陷会直接影响模具加工精度,核心常见问题、成因及解决办法如下:
(一)胶衣层起皱
成因:胶衣层太薄、固化不充分就做背衬层、固化剂用量不足、环境湿度过大 / 温度过低;
解决办法:将胶衣厚度控制在 0.4-0.6mm,待手指不粘后再施工,按比例增加固化剂,保持环境湿度 40-60RH 并提高操作温度。
(二)胶衣层裂纹
成因:胶衣柔性不足、胶衣层太厚、固化剂用量过大、厚度不均、脱模用力过度;
解决办法:选用柔性模具胶衣,严控胶衣厚度,按厂家说明添加固化剂,保证涂布均匀,脱模时避免重物敲击模具。
(三)胶衣表面针孔
成因:胶衣层太厚、喷涂流量太大、雾化效果差、一次喷涂过厚;
解决办法:分 3-4 遍均匀喷涂,调整喷涂流量和压力保证雾化良好,单次涂布厚度控制在 0.2-0.5mm。
五、模具加工精度的综合提升策略
模具胶衣仅为精度控制的辅助环节,要实现模具加工高精度,需综合把控多方面因素:
- 模具设计:从设计阶段明确尺寸、形状、位置精度要求,选择适配的模具材料,优化模具结构以减少成型变形;
- 加工工艺:采用高精度加工设备如慢走丝线切割(精度 ±0.003mm)、超精密磨床,严控加工过程中的切削、打磨参数,采用智能化喷涂、铺层设备减少人为误差;
- 设备精度:定期校准加工设备,保证设备的定位精度、运动精度,减少设备自身误差对模具加工的影响;
- 过程管控:实时监测加工环境的温度、湿度,以巴氏硬度为指标精准控制模具固化时间,建立模具质量检验流程,检查胶衣粘度、凝胶时间、表面质量等核心指标。