玻璃钢模具制作是 FRP 制品成型的核心环节,规范工艺可保障模具精度、强度与使用寿命,以下是标准制作流程。
一、模具设计
- 核心内容:确定模具形状、尺寸、结构与脱模角度。
- 常用方式:CAD 计算机辅助设计、手工绘制图纸。
- 补充知识:设计需预留收缩率与加工余量,复杂结构需做分模处理。
- 案例说明:汽车保险杠模具采用 CAD 设计,分型面与脱模角一次到位。
二、模具制作准备
- 主要材料:玻璃纤维布 / 纤维纱、环氧树脂、不饱和聚酯树脂、固化剂。
- 辅助材料:木材、泡沫板、脱模剂、砂纸。
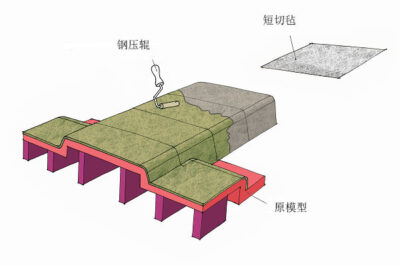
三、模具制作模型
- 操作步骤:使用木材、泡沫板等制作正模型,保证尺寸与外形精准。
- 补充知识:模型表面需平整无瑕疵,避免复制缺陷到模具。
- 案例说明:卫浴浴缸模具采用高密度泡沫加工模型,效率高且易修整。
四、表面处理
- 操作要点:对正模型精细打磨,均匀涂刷脱模剂。
- 核心作用:保证表面光滑度,提升脱模性能。
- 补充知识:脱模剂需薄涂均匀,干燥后再进行铺层。
五、布置玻璃纤维布或纱
- 操作方法:将裁剪好的玻璃纤维布 / 纱满铺模型表面。
- 关键要求:多层铺设提升模具强度,搭接处需错开避免堆积。
- 补充知识:受力部位增加铺层数,常规模具 3 至 8 层为宜。
六、涂布树脂基质
- 操作流程:树脂与固化剂按比例混合,采用手工涂刷或喷涂浸润纤维。
- 关键要点:保证完全浸润、无气泡、无干丝。
- 补充知识:聚酯树脂适用常温制作,环氧树脂适合高精度模具。
七、固化处理
- 操作说明:常温静置固化或加热加速固化。
- 补充知识:常温固化通常需 24 小时,加热可缩短至 2 至 6 小时。
八、拆模和修整
- 操作步骤:固化后拆模,修剪边缘、打磨表面、校正尺寸。
- 核心目标:获得合格的最终模具形态。
- 案例说明:风电叶片模具拆模后经数控打磨,精度达 0.1mm 以内。
九、模具后处理
- 常用工艺:表面涂层、抛光、加固、修补缺陷。
- 核心作用:提升耐磨性、耐腐蚀性与表面光洁度。
制作注意事项
- 全程佩戴呼吸面具、防护手套等装备。
- 严格控制树脂与固化剂配比,避免固化不良。
- 环境保持清洁无尘,温度以 20 至 25℃为佳。
常见问题 FAQ
- 问:玻璃钢模具制作一般需要几层纤维布?答:小型件 3 至 5 层,大型受力件 6 至 10 层。
- 问:树脂和固化剂配比错误会怎样?答:配比不当会导致不固化、发粘、强度下降、开裂。
- 问:模型表面不处理会有什么影响?答:会造成粘模、表面粗糙、制品瑕疵多。
- 问:常温固化太慢如何加快?答:可适当升温或使用快固化固化剂,但需控制操作时间。
- 问:玻璃钢模具正常寿命是多少?答:规范使用与保养,可达 300 至 1000 次脱模。