本文详细梳理了玻璃钢加工所需的各类核心原料、辅助耗材、专用工具,同时明确了各材料的特性、配比及适用场景,为玻璃钢加工的材料选择和实操应用提供全面的专业参考。
一、核心加工原料
(一)树脂类
是玻璃钢加工的基础胶凝材料,为液态塑料,成本低且易铸造、硬度佳,需根据制品使用场景选择对应类型,核心分类及特性如下:
- 邻苯二甲酸树脂:适配一般用途的玻璃钢制品加工,性价比高
- 间苯二甲酸树脂:具备基础耐酸碱性,适合轻度腐蚀环境的制品
- 双酚树脂:高耐酸碱度,适用于中重度腐蚀场景
- Chlorendics 树脂:高耐酸碱度,与双酚树脂适用场景相近
- 乙烯基酯树脂:耐酸碱性强且坚固耐用,性能仅次于环氧树脂,适合对耐腐、强度有高要求的制品
- 不饱和聚酯树脂:玻璃钢加工最常用款,衍生出透明、耐热等细分类型,可用于玻璃纤维制品、浇注制品、人造玻璃制品、照相涂层等多种加工场景
(二)树脂辅助反应材料
- 苯乙烯单体:作为促进反应的溶剂,在聚酯树脂和胶衣中按 10-20% 比例混合液化,方便喷涂或涂抹操作
- 加速器:核心为环烷酸钴,用量约 0.2%,作用是加速树脂聚合反应,让液态塑料快速固化为硬塑料
- 硬化剂:引发树脂聚合反应的关键,反应过程中温度可达 100 摄氏度,添加比例为 0.5-2.0%,最高不超过 4%
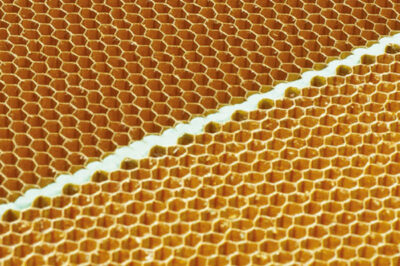
(三)增强材料:玻璃纤维
作为聚酯树脂的增强剂,类似混凝土中的钢筋,决定玻璃钢制品的强度,不同形态适配不同工件和制造方法,核心类型及应用如下:
- 粗纱:长线卷成管状,适用于喷涂、绕管和横拉式制造
- 短切原丝:短线状,适配液压法,与聚酯树脂混合后压入模具使用
- 短切原丝垫:主流款,有 300/450/600 克 / 平方米等规格,细规格用于小工件,粗规格用于大工件
- 连续股毡:强度优于短纤维,用于机器制造,常用 300/450/600 克 / 平方米规格
- 堆焊垫:30 号为常用规格,用于特殊 / 小型工件凝胶涂层后的第一层增强
- Fine Woven Roving:25/100/130/200/300 为常用规格,用于高强度需求工件或凝胶涂层后的 2-3 层增强
- 粗织粗纱:600/800 为常用规格,用于船等大型高强度工件,可与短切原丝交替使用
- 纱线玻璃纤维 / 特殊编织玻璃纤维:经加捻、编织制成,属于高强度精细型,适用于对强度和精度有高要求的制品
(四)表面处理材料
- 胶衣:覆盖在玻璃钢制品表面,湿粉状外观可与各色树脂混合,能让制品表面光滑、色泽美观并隐藏玻璃纤维;配比为胶衣 + 0.2% 环烷酸钴 + 15-20% 颜色 + 0.5-2.0% 硬化剂
- 颜料:油脂状稠度,作为树脂和胶衣的调色材料,添加比例为树脂的 15-20%
二、辅助耗材
- 清洗液(溶剂):主流为丙酮,易燃无色液体,去树脂污渍效果佳,用于清洗被树脂污染的工具设备;也可使用稀释剂,注意丙酮不可与树脂液化混合,会导致树脂失去稠度
- PVA 脱模剂:无色液体带酒精气味,有胶水般粘性,可薄涂或喷涂,溶于水但不溶于树脂 / 单体,是原型脱模的专用材料
- 脱模蜡:PVA 脱模剂的替代款,外观类似地板抛光蜡,有淡黄、蓝色等颜色,含专用脱模成分,仅可与胶衣配合使用;新模具首次使用需反复涂抹擦洗让模具充分吸收,一次性抛光蜡可脱模 3-4 次,每次开工需在模具边缘补涂并擦洗,原型加工不可使用
- 滑石粉:精细白色粉末,可与树脂混合制作木质、抹灰、聚氨酯原型的底漆,抛光后形成光滑光泽表面,也可制作玻璃钢工件连接用胶水
- 淡粉:轻盈透明白色粉末,常与树脂混合制作凝胶涂层
三、专用工具及防护用品
(一)测量与搅拌工具
- 混合容器:表面光滑的塑料碗 / 桶,避免树脂粘连
- 搅拌棒:适配容器的干净光滑木材,保证搅拌均匀且不粘料
- 容量管 / 刻度量具:用于精准测量各类材料的添加体积,把控配比
(二)涂抹与成型工具
- 刷子和滚筒:刷子用于涂抹树脂、胶衣;滚筒分多种类型,长软毛辊用于玻璃纤维第一阶段的树脂涂抹,猪毛硬毛辊用于挤出气泡,绿色短毛辊用于气泡挤出后玻璃纤维表面顺滑处理,螺旋滚子用于弯曲工件的树脂涂抹
- 海绵:小型工件 / 实验工作中用于模具涂抹 PVA,也可替代刷子使用
- 切割工具:锋利的刀、剪刀,或大刀片切割机,用于切割玻璃纤维板、修整硬化工件边缘
- 脱模工具:橡皮锤(敲击硬化工件使其滑动,方便脱模)、钢锤(敲打木楔辅助脱模)、木楔(插入模板 / 原型与工件缝隙推出工件)
- 修整工具:抹子,用于流平树脂,修复原型、模板、工件的表面瑕疵
- 抛光工具:抛光机,替代手工为模具、工件抛光去角质,提升表面光滑度
(三)防护用品
- 橡胶手套:防止玻璃纤维、树脂接触皮肤造成伤害
- 护鼻布:阻挡玻璃纤维粉尘和树脂异味,保护呼吸道
四、玻璃钢加工材料专业补充知识
- 树脂选择核心原则:优先匹配制品的使用环境(如腐蚀、高温、常规环境)和使用需求(如透明、强度、成型方式),常规场景选邻苯二甲酸树脂,腐蚀场景按程度选间苯二甲酸、双酚、乙烯基酯树脂
- 玻璃纤维搭配技巧:大型高强度制品可采用 “粗织粗纱 + 短切原丝” 交替使用的方式,兼顾强度和成型性;小型精细制品优先选择细规格短切原丝垫或特殊编织玻璃纤维
- 配比把控关键:硬化剂、加速器添加比例不可超标,否则会导致树脂固化过快、制品出现开裂、变形等问题;苯乙烯单体比例需控制在 10-20%,比例过低无法实现液化,过高会降低制品硬度
- 脱模材料使用禁忌:原型加工只能用 PVA 脱模剂,不可用脱模蜡;脱模蜡仅能与胶衣配合,单独使用会影响制品表面效果
五、玻璃钢加工材料常见相关问题
1. 不饱和聚酯树脂和环氧树脂有何区别?
不饱和聚酯树脂是玻璃钢加工的主流选择,成本低、易成型、种类丰富;环氧树脂性能更优,耐腐、强度、粘结性均优于不饱和聚酯树脂,但价格偏高、成型工艺要求更严格,乙烯基酯树脂是二者之间的高性价比选择。
2. 玻璃纤维不同规格该如何快速选择?
核心按工件大小和强度需求判断,小工件 / 常规强度选 300 克 / 平方米规格的短切原丝垫;大工件 / 中强度选 450-600 克 / 平方米规格的短切原丝垫或连续股毡;超高强度需求选粗织粗纱、特殊编织玻璃纤维。
3. 胶衣制作时出现色泽不均该如何解决?
一是保证颜料与胶衣搅拌均匀,避免颜料结块;二是严格控制颜料添加比例在 15-20%,比例过高易出现沉淀;三是胶衣涂抹时保证薄厚均匀,避免局部堆积导致色泽差异。
4. 脱模时工件粘模该如何处理?
若使用 PVA 脱模剂,需检查是否涂抹均匀或厚度不足,可重新薄涂并晾干后再进行成型;若使用脱模蜡,需确认模具是否充分吸收蜡层,或是否补涂不及时,新模具需反复涂抹擦洗蜡层,日常加工需在模具边缘补涂。
5. 丙酮作为清洗液有哪些使用注意事项?
丙酮易燃且有强烈刺激性气味,使用时需保证操作环境通风良好,远离明火;不可与皮肤长时间接触,需配合防护用品;不可倒入树脂中混合,避免破坏树脂性能,仅用于工具设备的污渍清洗。