文摘:本文详解辊涂环氧树脂最后一层出现橘皮状缺陷的核心成因,即表层材料不渗透、流平性差与施工工具不当,同步给出专业解决方法、原理知识及环氧施工常见问题,助力一次性做出光滑环氧涂层。
一、环氧辊涂橘皮问题现象
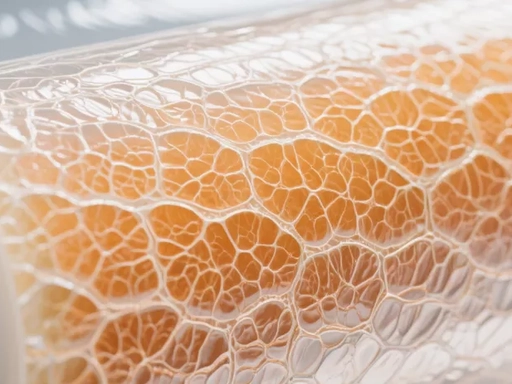
辊涂环氧树脂时,首遍涂层能顺利渗入木材等基材,表面平整无明显纹路;但施工最后一遍或第二遍时,环氧树脂无法渗透基材,仅停留在表面,经滚筒施工后易形成凹凸不平、类似橘子皮的粗糙纹理,严重影响涂层光泽度与美观度。
二、橘皮缺陷核心成因(专业解析)
1. 基材渗透差异(根本原因)
- 首遍环氧:木材、混凝土等多孔基材存在大量孔隙,环氧树脂粘度较低时会快速渗入内部,滚筒施工时材料易均匀铺展,无明显残留纹路。
- 末遍环氧:基材孔隙已被首遍环氧填充封闭,后续涂层完全附着于表层,无渗透空间,材料粘度上升、流动性下降,滚筒痕迹无法自行流平消散。
2. 材料流平性不足(原理层面)
橘皮本质是贝纳德涡流导致的流平缺陷 —— 环氧湿膜固化时,溶剂挥发形成表面张力梯度,引发内部对流,使涂层局部厚薄不均,形成凹凸纹理。
- 末遍环氧无基材吸收缓冲,溶剂挥发速度更快,表面张力差更显著,对流效应更强,橘皮更明显。
- 树脂粘度过高、固化剂反应速率过快,会缩短流平时间,湿膜未流平即固化定型。
3. 施工工具与手法不当(直接诱因)
- 滚筒绒毛过长(>12mm)、弹性差,上料后易在表层留下深浅不一的辊痕,且末遍材料无渗透抵消痕迹,直接显现橘皮。
- 滚筒蘸料过多、辊涂压力不均、重复辊涂次数过多,会加剧表面材料堆积与纹路形成。
4. 环境因素干扰
施工环境温度过高(>30℃)、风速过大,会加速表层溶剂挥发,形成表干里湿状态,阻断内部流平;温度过低(<15℃)则材料粘度过大,流平能力大幅下降。
三、专业解决方法(分预防与修复)
(一)施工前预防(最优方案)
- 材料调整
- 末遍环氧添加0.2%-0.5% 硅系流平剂,降低表面张力、消除贝纳德涡流,提升流平性。
- 用专用非活性稀释剂(如醋酸丁酯)少量稀释(≤5%),降低粘度,延长开放时间。
- 选用低触变性、高流平型环氧树脂,控制环氧当量在 180-200g/eq 最优范围。
- 工具更换
- 放弃滚筒,改用硬塑料吸水扒、不锈钢刮板或旧信用卡均匀刮涂,确保涂层厚度一致、无辊痕。
- 若必须用滚筒,选短毛(3-8mm)、高密度、消泡型环氧专用滚筒,减少空气卷入与痕迹残留。
- 工艺优化
- 控制施工环境温度15-25℃、湿度 40%-70%,避免大风直吹涂层表面。
- 末遍薄涂(厚度≤0.2mm),刮涂后静置 20-30 分钟,让涂层充分自流平再固化。
- 搅拌环氧时低速单向搅拌(2-3 分钟),避免剧烈搅拌卷入大量空气。
(二)已出现橘皮修复
- 轻度橘皮:涂层完全固化后,用 400-600 目水砂纸精细打磨,清除凸起纹理,清理粉尘后薄涂一层自流平环氧找平。
- 重度橘皮:用 80-120 目砂纸彻底打磨至表面平整,清除所有凹凸痕迹,重新按优化工艺施工末遍涂层。
四、环氧树脂施工常见问题(FAQ)
1. 环氧涂层出现气泡 / 针孔怎么解决?
成因:搅拌卷入空气、基材孔隙释气、材料含水分。
解决:用消泡滚筒施工;多孔基材提前做封闭底漆;添加 0.1%-0.3% 消泡剂;控制基材含水率<8%。
2. 环氧固化后表面发粘、不干?
成因:树脂与固化剂配比错误、搅拌不均、环境湿度过高(>85%)或温度过低。
解决:电子秤精准配比;充分搅拌(含桶壁桶底);湿度控制在 70% 以下,低温用低温固化剂。
3. 环氧涂层有明显辊痕 / 刮痕?
成因:工具选型错误、施工厚薄不均、流平时间不足。
解决:辊涂用短毛滚筒,刮涂选平滑刮刀;每遍薄涂均匀;固化前留足 20-40 分钟流平时间。
4. 环氧涂层颜色不均、色差大?
成因:颜料沉淀、搅拌不充分、基层吸收不均。
解决:施工前充分搅拌材料;基层提前封闭处理;单次配料量一致,施工衔接顺畅。
5. 环氧涂层开裂、脱落?
成因:基材处理不当、涂层过厚、热胀冷缩应力大。
解决:彻底打磨清洁基材;单次涂层≤0.5mm;选用增韧型环氧,避免骤冷骤热。