300g 粉剂玻璃纤维短切毡是玻璃钢制品和模具制作中常用的增强物,兼容环氧、聚酯、乙烯基等所有树脂体系,相比传统乳剂型短切毡,其粉末粘接剂适配环氧树脂积层需求,且蓬松度高,低温下树脂浸润性更好、易贴合模具拐角,虽性能外观不适合作先进复合材料表层,但仍是玻璃钢模具制造的优选增强材料。
一、300g 粉剂玻纤短切毡的基础认知
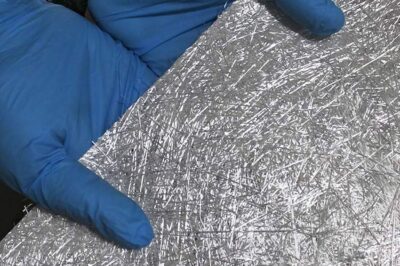
玻璃纤维短切毡(简称 CSM)是复合材料领域应用最广泛的增强物,由玻璃纤维短切原丝随机分布并通过粘接剂粘合而成,能被各类树脂充分浸润,为玻璃钢制品和模具提供结构强度支撑。
300g 粉剂玻纤短切毡是短切毡中的主流规格,**300g/㎡** 的面密度兼顾了增强效果、树脂浸润性和施工便捷性,是玻璃钢模具制作、普通制品积层的通用选择,其核心特性为适配性广、施工友好,成为中小玻璃钢企业的基础常备增强材料。
核心基础应用优势
- 树脂兼容性广:适配环氧、聚酯、乙烯基树脂,还可用于酚醛树脂体系,是全树脂体系通用的短切毡类型;
- 施工场景多元:适用于传统玻璃钢模具制作与产品积层,也可配套耐高温环氧模具制作系统,满足不同工艺要求;
- 成型适配性好:质地蓬松,易贴合模具的拐角、凹槽等复杂结构,手工糊制时操作难度低,适合手糊、真空等常规玻璃钢成型工艺。
适用与不适用场景明确
该短切毡因性能和外观表现,有清晰的应用边界:
- 适用场景:玻璃钢模具整体积层、普通玻璃钢制品的结构增强、各类玻璃钢产品的芯层增强,是模具制造的核心增强材料;
- 不适用场景:不作为先进复合材料的表层增强物,若产品表层有高光洁度、高强度要求,需搭配玻纤布、碳纤维布等材料。
二、选择粉剂型短切毡的核心原因
短切毡的玻璃纤维原丝需依靠粘接剂粘合,传统短切毡采用乳剂型粘接剂,粉剂型短切毡则使用粉末型粘接剂,二者的粘接剂特性差异,决定了粉剂型的核心优势,也是其成为玻璃钢行业优选的关键,具体优势体现在两大核心场景:
1. 完美适配环氧树脂体系,解决乳剂毡的积层难题
传统乳剂型短切毡的乳剂粘接剂,可被聚酯、乙烯基树脂溶解,溶解后玻璃纤维原丝能分散开,与树脂充分融合实现良好积层;但环氧树脂无法溶解该乳剂粘接剂,会导致纤维原丝始终相互束缚,短切毡无法充分铺展,树脂浸润不彻底,层间粘结力差,最终引发模具或产品积层不良、脱层等问题。
粉剂型短切毡的粉末粘接剂无需被树脂溶解,与环氧树脂接触后,能直接随树脂浸润实现纤维分散,不影响积层效果,是环氧树脂积层模具或产品的必备增强材料,从根源解决了乳剂型短切毡与环氧体系不兼容的行业痛点。
2. 低温环境下性能稳定,提升树脂浸润性与模具贴合度
玻璃钢生产中,冬季低温会导致树脂粘度大幅升高,树脂的流动性和浸润性变差,传统乳剂型短切毡质地偏密实,低温下更难被稠化的树脂充分浸润,易出现干纱、孔隙等问题。
粉剂型短切毡本身质地更蓬松,纤维间隙更大,即便树脂因低温变稠,也能轻松渗入纤维间隙,实现充分浸润;同时蓬松的特性让其柔韧性更好,在模具的拐角、深槽、曲面等复杂部位,能更紧密地贴合模具轮廓,避免出现翘边、悬空,保证成型后产品 / 模具的结构完整性。
三、300g 粉剂玻纤短切毡的专业应用技巧
1. 铺层操作技巧
- 手工糊制时,短切毡铺层需层层错开搭接,搭接宽度控制在 5-10cm,避免搭接缝集中在同一位置,防止模具 / 产品局部应力集中引发开裂;
- 铺覆模具拐角、凹槽时,可将短切毡按轮廓适当裁剪,小块拼接铺覆,避免强行拉伸导致短切毡破损、纤维分布不均;
- 铺层后立即涂刷树脂,并用刮板、压辊轻轻压实,排出纤维间隙中的空气,确保树脂快速浸润,避免干纱产生。
2. 树脂搭配与浸润要点
- 搭配聚酯、乙烯基树脂时,可直接按常规工艺调配树脂,无需额外调整粘度;搭配环氧树脂时,若为低温环境,可将树脂适当预热(30-40℃),进一步提升浸润效果;
- 该短切毡吸胶量适中,树脂与短切毡的配比控制在1:1.2-1:1.5(树脂:短切毡,重量比),既能保证充分浸润,又能避免树脂过多导致流挂、积胶。
3. 不同成型工艺的适配方法
- 手糊工艺:直接铺层后涂刷树脂,辊压消泡,操作时注意保持短切毡平整,避免褶皱,适合中小模具和制品制作;
- 真空工艺:铺层后搭配导流网、真空膜,抽真空后灌注树脂,负压环境能让树脂更充分地浸润短切毡,提升制品致密度,适合高品质模具和大型制品制作;
- 模压工艺:将短切毡按模具尺寸裁剪后铺入模腔,加入树脂后加压固化,注意控制模压温度和压力,避免短切毡被压碎导致增强效果下降。
4. 与其他增强材料的搭配使用
为兼顾模具 / 产品的强度和外观,300g 粉剂短切毡常与其他增强材料搭配使用,形成 “芯层 + 表层” 的增强结构:
- 模具制作:芯层用 300g 粉剂短切毡做主要增强,提升模具整体强度;表层用玻纤方格布(如 400g/㎡)做增强,提升模具表面光洁度和耐磨性;
- 产品制作:普通制品可单独用该短切毡增强;对强度和外观有要求的制品,芯层用短切毡,表层用玻纤布或表面毡,兼顾结构强度和表面质感。
四、300g 粉剂玻纤短切毡的储存与处理要点
1. 储存规范
- 需储存在阴凉、干燥、通风的仓库,相对湿度控制在 50%-60%,避免潮湿环境导致短切毡吸潮,影响与树脂的粘结效果;
- 远离阳光直射和高温环境,防止粉末粘接剂老化、脱落,导致短切毡散丝;
- 采用整卷密封存放,开封后的短切毡需尽快使用,未用完部分用塑料布密封,防止落灰、吸潮。
2. 前期处理
- 使用前检查短切毡是否有散丝、结块,轻微散丝可直接使用,结块部分需轻轻撕开后铺层,避免结块导致树脂浸润不均;
- 若短切毡轻微吸潮,可放在通风处晾干后使用,严重吸潮的短切毡禁止使用,否则会导致制品出现气泡、分层。
3. 裁剪与操作注意事项
- 裁剪短切毡时使用专用剪刀,避免用力拉扯导致纤维散落,裁剪后的边角料可收集起来,用于小型制品的局部增强;
- 操作时操作人员需佩戴防尘口罩、手套,避免玻璃纤维飞絮吸入体内或刺激皮肤;
- 施工环境保持清洁,防止粉尘、杂质落在短切毡上,影响与树脂的结合效果。
五、300g 粉剂玻纤短切毡常见问题及解答
1. 300g 粉剂短切毡与 450g、600g 粉剂短切毡有何区别,该如何选择?
核心区别在面密度和增强效果:300g 面密度低、质地更蓬松,易贴合、树脂浸润快,适合模具 / 产品的芯层增强、复杂结构铺覆;450g、600g 面密度更高、纤维更密,增强效果更好,但质地偏实,贴合性稍差,适合模具 / 产品的厚层积层、高承重部位的增强。常规玻璃钢模具制作优先选 300g,需提升局部强度时可搭配高面密度短切毡。
2. 为什么使用粉剂短切毡制作环氧模具时,仍出现了干纱问题?
干纱并非短切毡本身问题,主要原因有三点:一是冬季低温树脂粘度太高,未预热直接使用,浸润性差;二是铺层后未及时压实,纤维间隙空气未排出,树脂无法渗入;三是树脂用量不足,与短切毡配比失衡。解决方法:环氧树酯适当预热至 30-40℃,铺层后立即辊压消泡,按 1:1.2-1:1.5 的配比控制树脂用量。
3. 粉剂短切毡能否用于碳纤维模具的制作?
可以,碳纤维模具的芯层可使用 300g 粉剂短切毡做增强,降低制作成本,表层用碳纤维布做增强,保证模具的高强度和高光洁度;需注意的是,短切毡与碳纤维布铺层时,层间需用树脂充分浸润,确保层间粘结牢固,避免出现脱层。
4. 粉剂短切毡在真空工艺中使用,需要注意什么?
真空工艺中使用时,需在短切毡外侧铺设导流网,保证树脂能快速、均匀地在短切毡中流动,避免局部树脂堆积或浸润不足;抽真空时负压值控制在 – 0.08~-0.1MPa,保压过程中检查是否有漏气,确保负压稳定,让树脂充分浸润纤维。
5. 传统乳剂型短切毡和粉剂型短切毡能否混合使用?
不建议混合使用,二者的粘接剂特性不同,乳剂型需树脂溶解粘接剂,粉剂型无需溶解,混合铺层后会导致纤维分散不均,树脂浸润效果变差,层间粘结力下降,易引发模具 / 产品脱层、开裂等问题,同一模具 / 产品建议全程使用同一种粘接剂类型的短切毡。
6. 300g 粉剂短切毡铺层后,出现树脂流挂现象,该如何解决?
树脂流挂主要是树脂粘度偏低、用量过多,或模具垂直面 / 拐角处铺层后未及时做防流挂处理;解决方法:适当提高树脂粘度(低温环境可减少稀释剂添加,常温环境可加入少量防流挂剂),降低树脂用量,模具垂直面铺层后,用刮板将多余树脂刮除,并用压辊轻轻压实,采用 “薄铺层、多道次” 的方式施工。
7. 储存后的粉剂短切毡出现散丝,还能继续使用吗?
若仅为轻微散丝,纤维未出现老化、发黄,可继续使用,铺层时轻轻将散丝整理平整即可,不影响增强效果;若散丝严重,且纤维出现老化、发黄,说明粉末粘接剂已脱落或老化,使用后会导致树脂浸润不均,增强效果大幅下降,禁止使用。
8. 为什么 300g 粉剂短切毡是玻璃钢行业的通用选择,而不是其他规格?
300g 是性能与施工的黄金配比:相比 100g、200g 轻规格,其增强效果足够,能满足模具和普通制品的结构强度要求;相比 450g、600g 重规格,其质地更蓬松,树脂浸润快、易贴合复杂模具,手工糊制操作难度低,且成本适中,兼顾了增强效果、施工便捷性和经济性,因此成为行业通用规格。