本文围绕敞模用强芯毡展开,详细介绍了其材质构成、核心优势、树脂兼容性与适用领域,明确了标准吃胶量参数,同时补充敞模施工适配工艺、不同厚度强芯毡用量计算及施工常见问题,为玻璃钢敞模工艺强芯毡的选用与施工提供专业参考。


敞模用强芯毡是玻璃钢湿法手糊、喷射成型工艺中常用的夹芯材料,由聚酯纤维和闭合式微粒小球组成,兼具增厚、减重、增刚的核心特性,且与多种树脂体系兼容,能大幅提升生产效率、优化制品表面质量,广泛应用于船舶、风电、家居等多个领域,其吃胶量有明确行业标准,是施工中树脂用量把控的关键。下文将全面解析敞模用强芯毡的核心特性、适用要求,并补充相关施工与选材专业知识。
一、敞模用强芯毡的核心材质与结构特点
敞模用强芯毡的材质和结构是其实现减重增刚、低树脂吸收的核心原因,区别于传统玻璃纤维增强材料,其结构设计更适配敞模湿法成型工艺,具体特点:
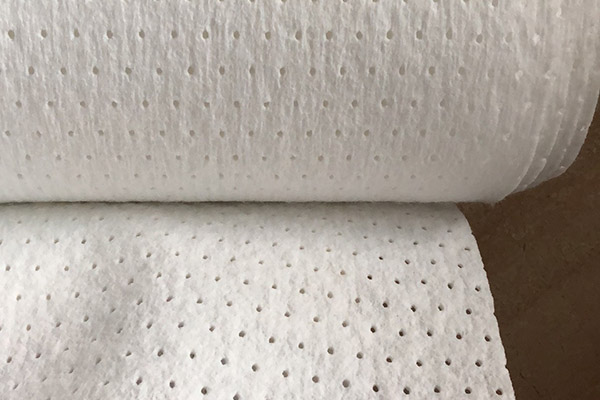
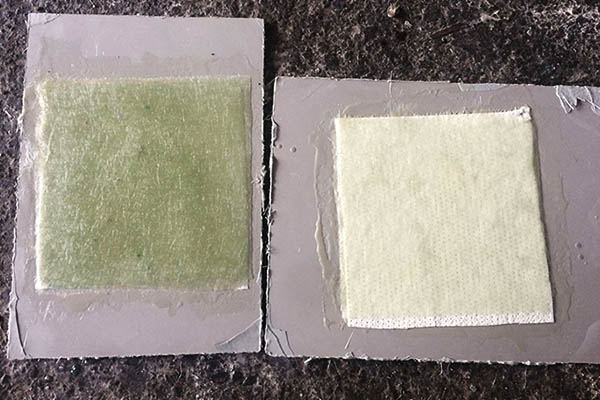
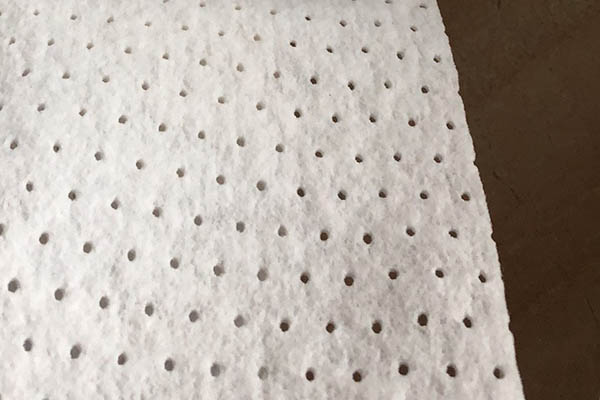
- 基础构成:由聚酯纤维和闭合式微粒小球(微珠) 复合而成,属于聚酯无纺布类夹芯材料,整体质地柔软,铺覆性优异,适配敞模工艺的异形、大面积施工需求;
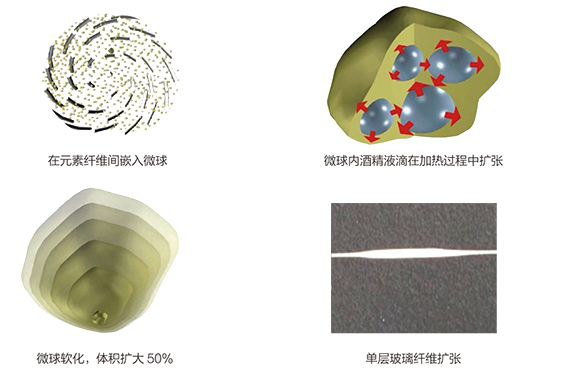
- 微珠核心特性:内部微珠为闭合式结构,仅占用空间实现制品增厚,不吸收、不渗透树脂,从根源减少树脂消耗量,同时让强芯毡浸润后仍能保持原有厚度和结构刚度;
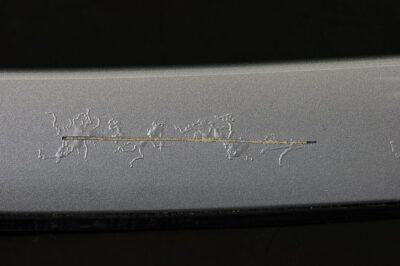
- 整体结构优势:无纺布基底让强芯毡能与树脂、玻纤层紧密粘结,无分层风险,且结构均匀,能有效规避传统短切毡结构不均导致的制品表面印透问题。
二、敞模用强芯毡的核心优势
相比传统玻璃纤维、短切毡等增强材料,敞模用强芯毡在玻璃钢敞模生产中具备多重不可替代的优势,兼顾制品性能、生产效率与成本控制,具体如下:
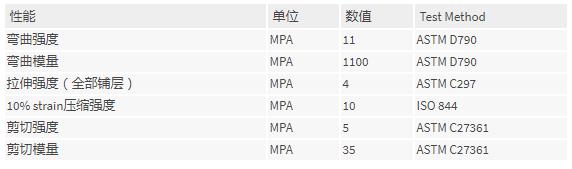
- 提升结构刚度,强化制品力学性能:能显著增强玻璃钢制品的抗弹性变形能力,在同等厚度下,制品的整体刚度远优于传统玻纤增强的玻璃钢制品,满足各类制品的结构受力要求;
- 大幅减重,实现轻量化设计:因闭合微珠不吸胶的特性,强芯毡充分浸润树脂后,相同厚度下制品重量比传统玻璃钢轻 30% 以上,适配船舶、风电、汽车等对轻量化要求高的领域;
- 节约生产时间与原料成本:可直接替代部分树脂和玻璃纤维的使用,减少多层玻纤铺覆的工序,大幅缩短铺层时间,提升敞模工艺的生产效率;同时精准的吃胶量能减少树脂浪费,降低原料成本;
- 优化制品表面质量,提升光洁度一致性:结构均匀的特性能有效避免传统短切毡因结构不均导致的制品表面不平整、印透、凹凸等问题,让成品表面光洁度更高、更均匀,减少后续打磨修补工序;
- 施工门槛低,适配敞模工艺:无需专用设备,可直接应用于敞模湿法手糊、喷射成型工艺,施工操作简单,普通施工人员即可掌握,适配中小型生产企业及大型制品现场施工。
三、敞模用强芯毡的树脂兼容性与工艺适配要求
1. 全树脂体系兼容,适配性广
敞模用强芯毡的化学特性稳定,可与复合材料行业主流树脂体系完全兼容,无粘结不良、层间分离等问题,适配树脂类型包括:
- 聚酯树脂(邻苯型、间苯型,敞模手糊 / 喷射工艺主流选择);
- 环氧树脂(适用于对强度、耐腐蚀性要求高的高端制品);
- 乙烯基酯树脂(适用于船用、耐化学腐蚀制品);
- 酚醛树脂(适用于有阻燃、耐高温要求的制品)。
2. 工艺适配与禁忌,明确施工边界
敞模用强芯毡为敞模湿法工艺专用,有明确的工艺适配范围和使用禁忌,施工中需严格遵循,避免芯材失效:
✅ 适配工艺:湿法手糊工艺、喷射成型工艺,尤其适用于大型玻璃钢制品(如船体、风电整流罩、大型卫浴构件)的生产;
❌ 禁忌工艺:真空导流工艺、预浸料工艺,此类工艺施工过程中会产生高压,会将强芯毡的微珠和基底压缩变形,导致芯材失去增厚、增刚的核心作用,无法正常使用。
四、敞模用强芯毡的适用领域
凭借减重、增刚、表面质量优、施工便捷的特性,敞模用强芯毡广泛应用于多个行业的玻璃钢制品生产,涵盖民用、工业、休闲等多个领域,核心适用场景:
- 水上运动与船舶制造:船和游艇的船体、甲板及各类结构件,皮划艇、冲浪板、滑水板等休闲水上用品,兼顾轻量化与结构强度;
- 风电行业:风机机舱盖、整流罩,满足大型制品的增厚、增刚需求,同时实现轻量化,降低安装与运输成本;
- 汽车制造:轿车、卡车、娱乐车的车身面板,提升面板刚度,同时减轻车身重量,优化燃油经济性;
- 家居设备制造:浴池、浴缸、浴盆等卫浴玻璃钢制品,解决传统制品表面印透问题,提升光洁度与美观度;
- 模型制作:遥控模型的机身外壳,适配小型制品的轻量化与成型精度要求;
- 其他领域:大型玻璃钢储罐、市政玻璃钢构件、休闲设施外壳等,适配各类敞模工艺生产的玻璃钢制品。
五、敞模用强芯毡的标准吃胶量(树脂吸收量)
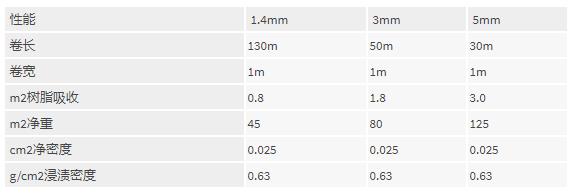
敞模用强芯毡的吃胶量为行业统一标准,仅与厚度相关,不受树脂类型、施工方式(手糊 / 喷射)影响,是施工中树脂用量计算、成本把控的核心依据,具体参数:
- 基础吃胶量:在典型的手工铺层工艺中,强芯毡每 1mm 厚度的树脂吸收量为 600g/㎡,该数值为树脂充分浸润强芯毡、无干斑无多余树脂的标准用量;
- 不同厚度用量计算:根据基础吃胶量可精准计算不同厚度强芯毡的树脂消耗量,核心示例:
- 3mm 厚强芯毡:树脂吸收量 = 3×600=1800g/㎡(1.8kg/㎡);
- 5mm 厚强芯毡:树脂吸收量 = 5×600=3000g/㎡(3kg/㎡);
- 喷射工艺用量微调:采用喷射成型工艺时,因设备雾化会产生少量树脂浪费,可在标准吃胶量基础上增加 5%-10% 的树脂用量,确保强芯毡充分浸润。
补充:强芯毡吃胶量与传统玻纤的对比
传统玻璃纤维短切毡(450g/㎡)的树脂吸收量约为 1200g/㎡,仅能实现 0.5mm 左右的制品增厚;而 1mm 厚强芯毡吃胶量 600g/㎡,增厚效果是传统短切毡的 2 倍,树脂消耗量仅为其 50%,充分体现强芯毡省胶、高效增厚的优势。
六、敞模用强芯毡的选材与施工核心专业要点
1. 敞模用强芯毡的选材原则
根据制品的使用场景、工艺类型、力学要求选择适配的强芯毡,核心选材要点:
- 按厚度选择:小型制品(如模型、小型卫浴件)选 1-3mm 薄型强芯毡;大型制品(如船体、风电整流罩)选 4-8mm 厚型强芯毡,按需增厚;
- 按使用环境选择:户外、船用制品选耐水型强芯毡(搭配间苯型聚酯 / 乙烯基酯树脂);室内制品选普通型强芯毡(搭配邻苯型聚酯树脂);耐高温 / 阻燃制品选适配酚醛树脂的专用强芯毡;
- 按工艺选择:手糊工艺选常规款强芯毡;喷射工艺选易浸润、抗雾化冲击的专用款强芯毡,避免芯材结构受损。
2. 敞模手糊 / 喷射施工核心操作要点
(1)手糊工艺施工要点
- 强芯毡裁剪:用锋利剪刀 / 壁纸刀按模具尺寸裁剪,预留 5-10mm 余量,异形拐角处可开口裁剪,提升铺覆性;
- 铺放方式:1-3mm 薄型可直接铺放后刷胶浸润;4mm 以上厚型先单侧刷胶预浸润,再贴合模具铺放,避免内部干斑;
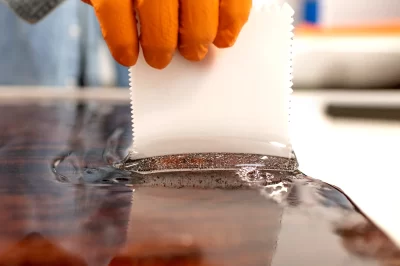
- 辊压消泡:用消泡辊从中间向四周辊压,确保树脂充分浸润,排出气泡,辊压时保持少量树脂堆积在辊前,保证吃胶量达标;
- 层间结合:强芯毡上下层铺贴玻纤 / 表面毡时,需保证层间树脂充足,紧密压实,无分层缝隙。
(2)喷射工艺施工要点
- 设备调试:调整喷枪雾化压力,避免压力过大击穿强芯毡基底,树脂喷射量按标准吃胶量 + 5%-10% 设定;
- 分层喷射:大型制品采用 “薄喷多层” 方式,每喷一层树脂即铺放一层强芯毡,辊压密实后再喷下一层,避免树脂堆积流挂;
- 表面处理:喷射完成后用刮板刮平表面多余树脂,再用辊压工具压实,保证表面平整,减少后续打磨工作量。
3. 施工环境要求
敞模用强芯毡施工为湿法作业,环境温湿度直接影响树脂固化和芯材浸润效果,最佳施工环境:
- 温度:18-25℃,温度过低树脂固化慢,易导致树脂流失;温度过高树脂易提前凝胶,强芯毡浸润不充分;
- 相对湿度:40-60%,湿度超过 65% 时暂停施工,防止树脂固化不良、制品表面出现针孔;
- 防尘通风:施工区域做好防尘措施,避免灰尘、飞絮混入芯材与树脂层;同时保证轻微通风,排出树脂挥发气体,禁止强风直吹。
七、敞模用强芯毡施工常见问题及处理方法
敞模施工中,易因吃胶量把控不当、操作不规范、选材错误出现各类问题,直接影响制品质量,以下为高频问题的成因、针对性处理方法及预防措施:
1. 强芯毡浸润不充分,出现干斑 / 空鼓
成因:树脂用量低于标准吃胶量、厚型强芯毡未预浸润、辊压不充分、喷枪压力过小导致树脂喷射不均;
处理:树脂未固化前,对干斑 / 空鼓部位补涂树脂,用消泡辊反复辊压至充分浸润;若树脂已凝胶,铲除该部位芯材,重新裁剪铺放并补足树脂;
预防:严格按标准吃胶量计算树脂用量,厚型强芯毡必须单侧预浸润;辊压分多次进行,确保排气充分;喷射工艺精准调试喷枪压力和出胶量。
2. 制品固化后刚度不足,易变形
成因:强芯毡厚度选择不足、树脂用量过多(稀释芯材刚度)、未搭配玻纤层增强、固化时间不足;
处理:制品未完全固化时,补充铺放适配厚度的强芯毡和玻纤层,涂刷树脂并压实,延长固化时间;若已固化,在制品表面铺贴玻纤层做补强处理;
预防:根据制品力学要求选择足够厚度的强芯毡;严格控制树脂用量,不超过标准吃胶量 + 10%;强芯毡上下层均铺贴玻纤层,提升整体刚度;常温下固化时间不少于 24 小时。
3. 制品表面出现印透 / 不平整
成因:强芯毡铺放不平整、辊压力度不均、底层胶衣层过薄、传统短切毡与强芯毡混合铺层不当;
处理:制品固化后,用细砂纸打磨印透 / 不平整部位,至表面光滑后薄涂一层胶衣修补,固化后抛光;
预防:强芯毡铺放时确保平整无褶皱,辊压保持力度均匀;底层胶衣层厚度控制在 0.5-0.8mm;强芯毡与短切毡混合铺层时,强芯毡上铺贴表面毡,再铺短切毡。
4. 层间出现脱层、粘结不良
成因:树脂与强芯毡兼容性差、模具 / 芯材表面有油污、层间树脂不足、胶衣未固化即铺放芯材;
处理:铲除脱层部位的所有铺层,清理模具 / 芯材表面油污,更换兼容的树脂,待胶衣完全固化后重新铺层并压实;
预防:严格遵循树脂与强芯毡的兼容原则;施工前彻底清理模具、芯材表面的油污、灰尘;层间涂刷足量树脂,确保粘结紧密;胶衣需固化至无粘性后再进行后续铺层。
5. 强芯毡被压缩变形,失去增厚效果
成因:误用于真空导流 / 预浸料高压工艺、手糊 / 喷射施工中辊压力度过大、制品固化前受到重压;
处理:若芯材已变形,铲除变形部位芯材,重新铺放新的强芯毡,按规范操作辊压;
预防:严禁将敞模用强芯毡用于高压成型工艺;辊压时力度适中,仅以排出气泡、充分浸润为目的;制品固化前做好防护,避免触碰、重压。
八、敞模用强芯毡的储存与成品维护要点
1. 强芯毡的储存要求
强芯毡为聚酯无纺布材料,储存不当易受潮、变形,影响施工效果,核心储存要点:
- 存放于阴凉干燥的仓库,避免阳光直射、雨水浸泡,仓库相对湿度控制在 60% 以下;
- 整卷 / 整包竖直摆放,避免重压导致芯材压缩变形,开封后的强芯毡用塑料膜密封包裹,防止受潮、落灰;
- 储存温度控制在 5-30℃,避免高温导致芯材基底老化,低温避免冻裂无纺布纤维。
2. 强芯毡玻璃钢成品的后期维护
- 成品脱模后及时清理表面树脂余料、毛刺,轻微缺陷用树脂腻子填补并打磨抛光;
- 户外 / 船用成品定期涂刷防护漆或胶衣,提升耐候、耐水、抗腐蚀能力,避免芯材层因水分渗入出现脱层;
- 避免成品受到剧烈撞击、尖锐物划伤,防止强芯毡层破损,影响整体刚度;
- 风电、汽车等大型成品在运输、安装过程中做好防护,用缓冲材料包裹,避免挤压、碰撞导致芯材变形。
九、敞模用强芯毡与传统夹芯材料的核心对比
为更清晰地体现敞模用强芯毡的优势,将其与玻璃钢行业常用的传统夹芯材料(泡沫芯材、蜂窝芯材)做核心维度对比,便于选材决策:
| 对比维度 | 敞模用强芯毡 | 泡沫芯材 | 蜂窝芯材 |
|---|---|---|---|
| 树脂兼容性 | 与多类树脂完全兼容 | 仅适配部分聚酯 / 环氧树脂 | 适配环氧树脂,与部分聚酯树脂不兼容 |
| 吃胶量 | 低,600g/㎡・mm,微珠不吸胶 | 中,部分泡沫会轻微吸胶 | 低,但需额外涂胶粘结,整体树脂用量高 |
| 施工难度 | 低,直接铺放,无需专用设备 | 中,需切割拼接,易破损 | 高,需精准定位,专用粘结剂粘贴 |
| 铺覆性 | 优,柔软可贴合异形拐角 | 一般,硬质泡沫不易贴合异形 | 差,硬质结构,仅适配平面 / 简单曲面 |
| 轻量化效果 | 优,相同厚度轻 30% 以上 | 优,但高温易变形 | 优,但脆性大,易破损 |
| 敞模工艺适配性 | 专用,适配手糊 / 喷射 | 可适配,但施工繁琐 | 不适配,仅适用于高压成型 |
| 表面质量 | 优,无印透,光洁度高 | 一般,易出现印透,需额外铺层 | 差,易出现蜂窝印,需多层玻纤覆盖 |