
真空灌注是闭模式复合材料成型工艺,通过真空负压驱动树脂浸润纤维,可实现高纤维树脂比、低孔隙率,适合制造高强度轻量化 FRP 构件。
真空灌注工艺核心步骤
- 铺放纤维增强材料:按设计铺放玻纤、碳纤等织物,确定层数与方向。
- 放置内芯材料:装入闭孔泡沫芯材,搭配垂直玻纤形成抗剪腹板,提升结构刚度。
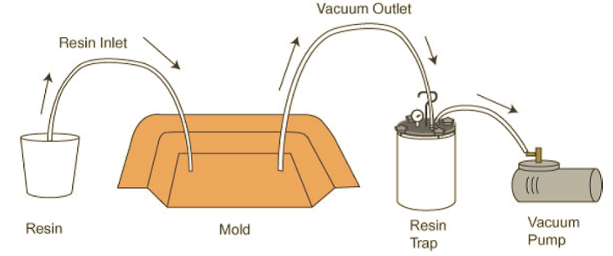
- 密封真空袋系统:将真空膜密封在模具法兰面,构建密闭灌注腔体。
- 真空引流与树脂注入:抽真空后,由注胶口引入液态树脂,依靠大气压实现全域浸润。
- 固化与脱模:树脂完成交联固化后,拆除辅材并取出制品。
- 后处理加工:经打磨、钻孔、涂装、加装附件等工序形成最终产品。
真空灌注工艺主要优势
- 纤维树脂比更高,制品强度更高、重量更轻
- 树脂用量精准,浪费少、成本可控
- 制品孔隙率极低,力学性能稳定
- 全封闭作业,苯乙烯排放少、环境更安全
- 可成型大尺寸、大厚度、复杂曲面构件
- 工艺一致性与可重复性强,适合批量制造
- 可兼容标准模具,只需保证真空密封性
真空灌注关键控制变量
树脂流动与浸润效果主要由三个参数决定:
- 层压板渗透性:纤维铺层结构决定流动速度
- 真空压差:灌注驱动力,影响浸润效率
- 树脂粘度:温度敏感,直接影响流动与填充能力
真空灌注工艺专业知识
真空灌注属于真空辅助树脂传递成型,是玻璃钢 / 复合材料高端主流工艺。成型压力通常为 – 0.08~-0.095MPa,纤维含量可达 60%~75%,孔隙率可控制在 0.5% 以内,广泛用于风电、船舶、汽车、轨道交通等承载结构件。相比手糊,强度提升 30% 以上,且环保与稳定性更优。
真空灌注行业案例
- 风电叶片:主梁、腹板、壳体整体灌注,保证高刚度与长寿命
- 游艇船体:玻璃钢船身、甲板大尺寸灌注,表面平整、强度高
- 汽车部件:碳纤维机舱盖、叶子板、底板轻量化灌注成型
- 轨道交通:车辆内饰板、设备罩、箱体结构件
- 卫浴洁具:整体浴室、淋浴房、浴缸一体化灌注
- 工业罐体:FRP 储罐、管道、防腐壳体高强度成型
真空灌注工艺常见问题 FAQ
- 问:真空灌注适合制作什么产品?答:适合大尺寸、高强度、低孔隙率的玻璃钢 / 碳纤维构件。
- 问:真空灌注的核心优势是什么?答:纤维含量高、制品强度高、环保安全、一致性好。
- 问:灌注时树脂流动受哪些因素影响?答:纤维渗透性、真空压差、树脂粘度三大核心因素。
- 问:真空灌注和手糊相比有什么区别?答:灌注强度更高、重量更轻、更环保,手糊成本更低、速度更快。
- 问:真空灌注对模具要求高吗?答:模具需具备良好密封性与法兰宽度,强度满足真空负压即可。
- 问:真空灌注会产生苯乙烯污染吗?答:封闭体系可大幅降低苯乙烯挥发,更安全环保。
- 问:真空灌注制品孔隙率能达到多少?答:工艺稳定时可控制在 0.5% 以内,接近零缺陷。
- 问:真空灌注适合小批量生产吗?答:适合,尤其对质量要求高的中小批量更具优势。





