
电池外壳演示器测试证明电动汽车的可行性,启动系列生产项目
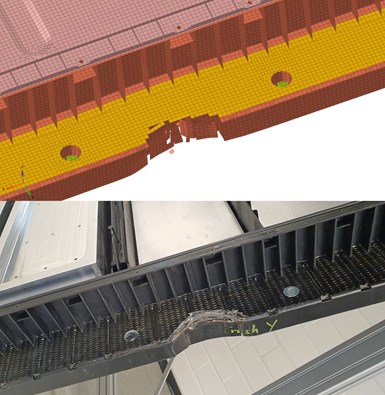

Y方向的挤压试验。模拟结果与物理组件测试的结果非常吻合。图片来源:考特斯德事隆
考特斯德事隆 (德国波恩)和朗盛 (德国科隆)使用共同开发的由聚酰胺 6 (PA6) 制成并采用连续纤维增强的技术演示器进行了全面检查,以说明技术塑料满足以下要求的能力电动汽车 (EV) 电池外壳。朗盛负责材料开发,考特斯德事隆负责演示器的工程、设计和制造过程。
“近系列演示器通过了与此类外壳相关的所有机械和热测试。此外,例如,已经开发了用于外壳的热管理和密封性的解决方案。这一切都证明了这些复杂且承受高压力的安全组件的技术可行性,”朗盛电子动力总成项目经理 Christopher Hoefs 博士说。
目前,一个外壳原型正在测试车辆中进行道路测试,以验证其是否适合日常使用。考特斯德事隆产品开发总监 Felix Haas 补充说:“我们目前正在与汽车制造商共同处理首个批量生产开发项目,以便在批量生产中实施新技术。”
该演示器的长度和宽度均约为 1,400 毫米,是基于中型 EV 的铝电池外壳开发的,专为量产而设计。它采用基于朗盛 PA6 Durethan B24CMH2.0 化合物的模塑料在单级压缩成型工艺中制造,不需要任何进一步的返工。碰撞相关区域使用由连续纤维增强的 PA6 Tepex dynalite 102-RGUD600 制成的局部放置的毛坯进行加固。与铝制设计相比,重量减轻了约 10%,从而增加了行驶里程,从而减少了车辆的碳足迹。与金属设计相比,紧固件、加强筋和热管理组件等功能的集成减少了单个组件的数量,朗盛指出,Hoef 报告说,计算表明,与铝制设计相比,大型塑料外壳的碳足迹要小 40% 以上。与金属相比,PA6 生产过程中的能源消耗减少——除了其他因素,例如省略耗时的阴极浸漆以防止使用钢的腐蚀——有助于最大限度地减少碳足迹。与热固性材料(例如片状模塑料 (SMC))相比,热塑性组件设计还使外壳更容易回收。
技术演示器的测试是按照国际公认的电池驱动电动汽车标准进行的,例如欧洲经济委员会的ECE R100或中国标准GB 38031。全塑料外壳在所有相关测试中展示了其性能. 例如,它满足机械冲击测试的要求,该测试用于检查组件在剧烈冲击时的行为,以及开发人员用于检查电池外壳在缓慢情况下的电阻的挤压测试的要求。形变。跌落和振动测试的结果也是积极的,底部冲击测试的结果也是如此。该测试检查了电池的稳定性,这些电池大多位于车辆地板中,
“所有测试结果都证实了之前的模拟和计算。在任何负载情况下都不会发生塑料外壳的严重故障,”Haas 解释说。演示器还根据 ECE R100(外部火灾)证明了其对车辆下方外部火源的抵抗力。
作者简介:山川复材:免费技术热线400-993-7117;官网:https://www.qdscsz.com
版权声明:本文由 [ 材料号 ] 投稿发布,本站仅提供信息存储服务,不拥有所有权,不承担相关法律责任。如侵犯到您的权益,请联系举证。一经查实,本站将立刻删除。

