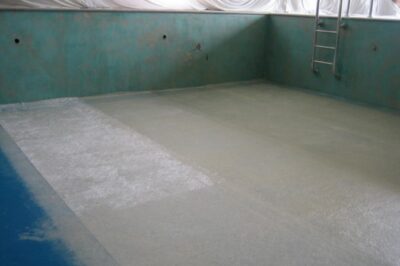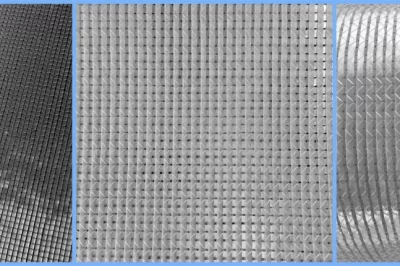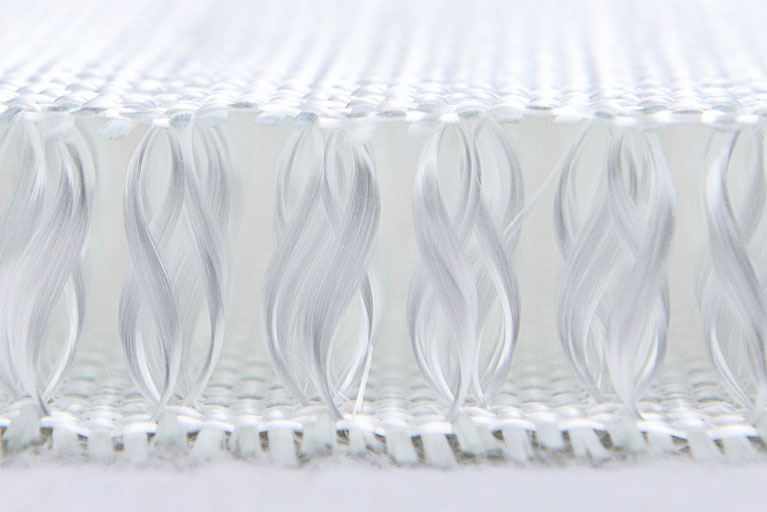
玻璃纤维3d织物由两个面层和中间连接玻纤纱构成的整体玻纤立体织物,上下两面层相当于04或06玻纤方格布,厚度:3~30mm。该产品适用不饱和树脂酯、酚醛树脂、环氧树脂及乙烯基等树脂。

由于织物内应力和玻纤纱“毛细原理”,织物浸透树脂迅速,易于操作,具有省工、省时、省料的特点,综合性价比较高。该织物制成品具有更轻、更强、更高的特点,抗冲击,不分层,保温隔热,隔音效果优异,同时具有减振吸能的特点,由于立体结构避免树脂固化集中,能得到更好的表面效果和更小的收缩变形。与酚醛树脂等阻燃效果好的树脂复合,能够制造阻燃复合产品,满足一定的防火等级。
玻纤3D织物操作要点:
- 先在模具或玻璃板上涂脱膜剂。调配树脂量约织物重量的1.1-1.3倍。
- 再用刮板或刷子醮树脂,均匀刷在玻璃板或模具上。此步骤使用树脂量约40%,在底面树脂量多,有利于立体布底层和中间纱部分尽快浸透。
- 在上面铺设双层立体布,用毛辊不醮树脂稍用力滚压立体布,使下层布充分浸透树脂。树脂能被吸到表层为最佳。
- 在立体布的下层浸透树脂后,再用毛辊醮树脂在玻纤布的上层滚压。反复滚压,直至上层玻纤布浸透树脂为止。同时使用毛辊沿立体布中间纱倒伏方向的逆向进行滚压,使立体布中间纱全部站立起来:亦采用辅以外力,使之完全站立。
- 之后,再用毛辊轻轻向一个方向滚压表面,使之平整。注:大块实验时,建议采用羊毛辊来回滚压,这样效果更好,效率更高,更省人工成本:可三块以上模具同时做,生产效率可更高。
树脂要求:
树脂凝胶时间宜短,以手糊完成后即出现凝胶为最佳:树脂调配不可过稀,防止由于重力作用流到立体布下层,造成在下部堆积:由于中空结构会使固化变慢,在树脂调配时可适当加快固化时间。在做产品前,要事先试验。
树脂使用量:
为织物重量的1.1-1.3倍左右。一定要保证充分玻纤浸透树脂,切不可填满整个中空结构,以免浪费树脂。