本文针对原模表面喷涂模具胶衣后出现雪花状反应的问题,明确核心诱因并给出针对性解决办法,同时补充胶衣与原模配套施工的专业要点、各类原模胶衣异常反应的排查思路及预防措施,为玻璃钢模具胶衣施工规避同类问题提供全面参考。
一、原模胶衣雪花状反应核心原因
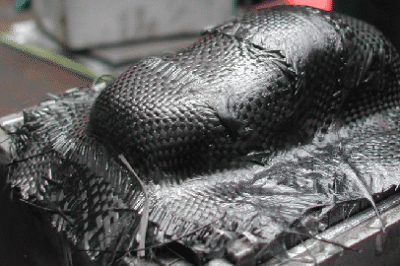
原模表面喷涂模具胶衣后出现雪花状反应,并非胶衣自身质量问题,核心诱因是原模表面的脱模蜡未完全干燥,未干燥的脱模蜡与胶衣发生化学反应,进而在胶衣表面形成雪花状的异常纹路,该现象与胶衣起皱属于不同类型的施工缺陷,诱因和表现形式均有明显区别。
结合实际施工案例,此类问题多出现于单遍喷涂胶衣的操作中,因单遍施工无后续胶衣层覆盖,脱模蜡与胶衣的反应痕迹会直接显现,若脱模蜡擦拭不均、厚涂未晾干,反应会更为明显。
二、雪花状反应即时解决办法
针对脱模蜡未干引发的胶衣雪花状反应,需根据胶衣固化程度采取对应处理方式,避免强行施工导致缺陷扩大,具体操作如下:
- 胶衣未完全凝胶:立即用干净的无纺布蘸取丙酮,轻轻擦拭原模表面的胶衣层,彻底清除未固化的胶衣及表面残留的脱模蜡,待丙酮完全挥发后,重新按规范操作施工。
- 胶衣已初步固化:采用 400-600 目砂纸对雪花状反应区域进行湿法打磨,磨除反应层至原模基底平整,清理打磨产生的粉尘后,重新涂抹脱模蜡并严格晾干,再喷涂胶衣。
- 胶衣完全固化:用 80-120 目粗砂纸磨除整个胶衣层,检查原模表面是否有脱模蜡残留,用丙酮清洁后重新做脱模处理,按施工标准分次喷涂胶衣。
三、原模脱模蜡施工专业规范
为从根源避免脱模蜡与胶衣发生反应,原模表面脱模蜡的涂抹、晾干需遵循严格的施工规范,核心操作要点如下:
- 脱模蜡选择:优先选用玻璃钢模具专用的高分子抛光脱模蜡(如硬质蜡、蜡液),避免使用普通工业蜡、石蜡,此类蜡质易残留且与不饱和聚酯胶衣的相容性差,极易引发化学反应。
- 涂抹要求:脱模蜡需薄涂多遍,单次涂抹厚度控制在均匀薄膜状,避免厚涂,每涂一遍后用干净的棉布进行抛光处理,确保蜡层均匀附着在原模表面,无堆积、无漏涂。
- 晾干标准:涂抹完成后,需在常温干燥环境(18-30℃) 下充分晾干,自然晾干时间不少于 2-4 小时,若环境温度低、湿度大,需延长晾干时间至 6 小时以上,确认蜡层完全干燥、表面无粘手感后,方可进行胶衣喷涂。
- 清洁检查:晾干后用干棉布轻擦原模表面,无蜡屑、无油光即为合格,若存在蜡层堆积,需用棉布抛光去除,避免残留。
四、原模胶衣施工常见异常反应及排查解决
除雪花状反应外,原模表面施工胶衣还易出现起皱、鼓泡、脱层、发花等异常问题,多由脱模处理、施工操作、环境因素导致,以下为各类常见问题的诱因及针对性解决办法:
(一)胶衣起皱
核心诱因:胶衣未充分凝胶即铺设玻璃纤维层、喷枪压力过大导致胶衣流挂、固化剂配比不均;
解决办法:待胶衣表面形成干膜(凝胶时间约 90 分钟 / 25℃)后再做后续施工,调整喷枪压力至 0.3-0.5MPa 保证雾化均匀,固化剂与胶衣搅拌至完全融合,避免局部固化速度差异。
(二)胶衣鼓泡
核心诱因:原模表面有灰尘 / 油污、脱模蜡未擦匀、胶衣搅拌混入空气、分次施工间隔过短;
解决办法:施工前用丙酮彻底清洁原模表面,去除灰尘、油污及脱模蜡残留;胶衣搅拌时轻搅慢拌,避免混入空气;分次喷涂胶衣时,前一遍胶衣表干后再喷下一遍,间隔不少于 30 分钟。
(三)胶衣脱层
核心诱因:原模表面过于光滑、脱模蜡涂覆过厚、胶衣与原模结合力不足;
解决办法:对光滑原模表面进行轻微打毛处理(增加粗糙度),严格遵循薄涂多遍原则涂抹脱模蜡,胶衣喷涂前可在原模表面轻喷一层稀胶衣,提升结合力。
(四)胶衣表面发花
核心诱因:胶衣颜料分散不均、喷涂时走枪速度不均、环境有粉尘飘落;
解决办法:胶衣使用前充分搅拌,确保颜料均匀分散;喷涂时保持走枪速度平稳、距离一致(20-30cm);在封闭无尘车间施工,施工前对车间进行除尘处理。
五、原模胶衣施工整体预防要点
- 施工前准备:原模表面需做到无灰尘、无油污、无水分、脱模蜡薄涂干透,施工工具(喷枪、毛刷)需用丙酮清洁,避免残留其他涂料、胶黏剂。
- 胶衣施工操作:优先采用分次喷涂方式,单次湿膜厚度控制在 0.3-0.4mm,总厚度达到 0.8-1mm 的标准,喷涂后在无尘环境下静置凝胶,避免触碰、晃动原模。
- 环境控制:施工环境温度保持 18-30℃,相对湿度≤70%,避免在低温、高湿、通风过大的环境中施工,防止胶衣固化不完全、与脱模蜡发生异常反应。
- 材料匹配:模具胶衣需选用与原模材质匹配的类型,不饱和聚酯胶衣适配玻璃钢 / 木质原模,环氧树脂胶衣适配金属 / 硬质塑料原模,避免材料不兼容引发反应。
- 施工后检查:胶衣喷涂后 30 分钟内及时检查表面状态,若发现雪花状、起皱、鼓泡等问题,在胶衣未固化前及时处理,减少返工成本。