

本文深入解析环氧树脂浇筑后内部残留微气泡的核心成因,结合斯托克斯定律阐释粘度与气泡逸出的关联,并给出低粘度树脂选用、真空脱泡等实操解决办法,同时明确高温加热、溶剂稀释等错误操作的危害,补充木材基材处理等专项技巧与行业专业知识。
固化环氧树脂中的微气泡问题
环氧树脂浇筑完成固化后,内部出现细小的微气泡是制作过程中常见的质量问题,这类问题大多出现在未针对排气性能做优化设计的环氧树脂产品中,会严重影响浇筑成品的外观通透度与结构性能。
斯托克斯定律:气泡滞留的核心原理
环氧树脂内的微气泡无法上浮至表面逸出,核心原因是树脂的高粘度特性,而气泡在树脂中的运动规律完全遵循斯托克斯定律,这也是环氧树脂生产厂家能通过调控树脂流动特性实现排气优化的关键依据。
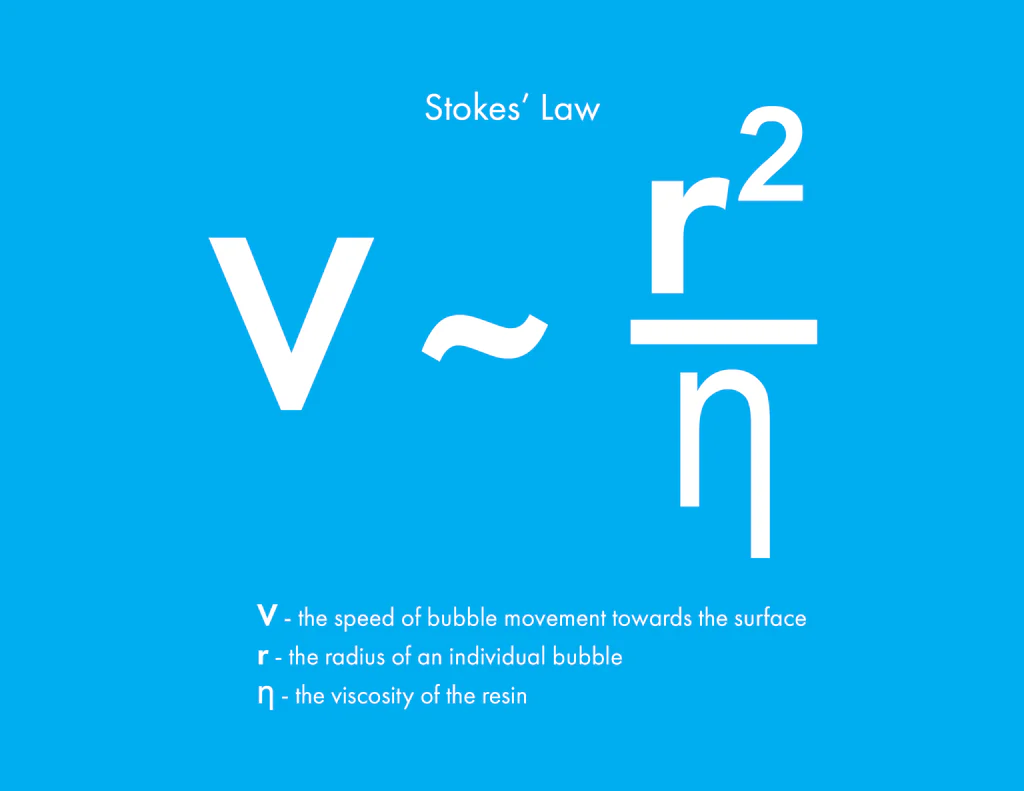
斯托克斯定律对环氧树脂气泡的影响体现在两个核心维度:
- 气泡上浮速度与气泡半径正相关,气泡半径越大,上浮至树脂表面的速度越快,反之,微米级的微小气泡上浮速度极慢;
- 气泡上浮速度与树脂粘度负相关,树脂粘度越高,气泡受到的粘滞阻力越大,运动速度越慢。
由此可见,浇筑过程中被困在树脂内的气泡尺寸越小,上浮至表面所需的时间就越长,而这一过程的快慢,完全由液态树脂的粘度决定。
固化化学反应的叠加影响
当环氧树脂与固化剂混合后,化学聚合反应即刻启动,单个分子相互结合形成聚合物网络,这一过程会让混合体系的粘度随时间持续升高,气泡的上浮阻力也随之不断增大,最终导致微气泡的运动逐渐停滞,被永久 “冻结” 在树脂内部。
树脂初始粘度的关键作用
依据斯托克斯定律,在固化反应的某个阶段,混合体系的粘度会升高到让微气泡运动速度无限趋近于 0 的程度,此时即便较大的气泡仍有机会逸出,微气泡也会彻底滞留。
若选用的环氧树脂从初始状态就具备高粘度,那么所有尺寸的气泡从一开始上浮速度就会变慢,且会更早进入运动停滞的状态;而针对排气性能优化的低粘度树脂,能大幅延长气泡的可运动时间,为微气泡逸出创造条件。
环氧树脂浇筑 / 深层灌注微气泡的避免方法
选用高品质低粘度环氧树脂
这是提升环氧树脂制品质量最简便有效的方法,低粘度浇筑型环氧树脂的流动特性,能有效解决厚质树脂中微气泡运动放缓、停滞的问题。
目前行业内深层灌注树脂的粘度标准为 400-600 厘泊,而耐帕聚合物浇筑环氧树脂的粘度仅为 215-250 厘泊,是市面粘度较低的产品之一(厘泊数值越高,代表树脂质地越粘稠)。
使用真空脱泡箱进行预处理
浇筑前将树脂放入真空脱泡箱,箱内的负压环境会迫使气泡更快上浮至表面并破裂,能显著提升浇筑成品的视觉通透度。
真空脱泡箱规范操作要点:
- 树脂装填量不超过容器容积的 1/3,预留气泡膨胀空间;
- 分阶段抽真空,先降至 – 0.08MPa 暂停 10-20 秒,再缓慢抽至 – 0.095MPa,避免树脂暴沸溢出;
- 脱泡完成后先关闭真空泵,再缓慢泄压,防止空气急速冲入带入新气泡。注意:真空脱泡箱的容积通常较小,无法处理大剂量树脂,且操作会增加额外的时间与人力成本。
木材基材的封孔与预热处理
若环氧树脂与木材搭配使用,浇筑前对木材进行封孔或预热处理,能有效避免木材孔隙与裂纹中的空气溢出形成微气泡。
- 封孔:使用专用封孔剂填充木材孔隙,阻断空气释放通道;
- 预热:低温预热木材,让孔隙内的空气提前逸出,同时降低木材与树脂的温度差,减少因温度变化导致的气体析出。
环氧树脂浇筑绝对禁止的操作
提高作业环境温度
虽然高温能降低环氧树脂的粘度,理论上利于气泡逸出,但深层灌注项目中,高温环境或对树脂预热,极易引发放热失控现象,即树脂体系温度快速升高至临界点,不仅会产生大量新气泡,还会破坏树脂的固化结构,导致成品开裂、变形。
用溶剂或酒精稀释环氧树脂
使用溶剂、酒精等物质稀释环氧树脂,会严重破坏其结构性能,尤其在深层灌注应用中,稀释后的树脂固化后强度大幅下降,且溶剂挥发过程中会在树脂内部形成新的气孔与针孔,加重气泡问题。
环氧树脂气泡的其他形成原因
除了搅拌卷入空气、基材释气外,环氧树脂气泡还存在两大核心形成诱因,也是实际操作中容易忽视的点:
- 化学反应产气:胺类固化剂与环氧树脂交联时,或固化剂吸水后发生副反应,会释放氨气、二氧化碳等小分子气体,这些气体会在树脂内部形成微气泡;
- 固化收缩引气:环氧树脂固化过程中会产生 1%-5% 的体积收缩,收缩过程中会裹挟周边空气形成气泡,深层灌注时收缩效应被放大,还会引发针孔、缩孔等问题。
常见相关问题解答
1 搅拌环氧树脂时如何避免卷入空气?
搅拌时保持低速匀速(200-400rpm),沿容器壁顺时针轻柔搅拌,避免高速旋转、剧烈搅拌,搅拌时间控制在 2-3 分钟,混合完成后可先静置 5-10 分钟,让表层气泡自然破裂。
2 无真空脱泡箱时,如何简易脱泡?
可采用离心脱泡(无填料树脂 1000-3000rpm 离心 1-3 分钟),或用小火枪、加热灯低温加热树脂表面(温度控制在 25-30℃),同时配合轻微振动,促进气泡上浮;针筒包装的树脂可将针头朝上,推动活塞排出大气泡后再使用。
3 固化后发现微气泡,是否有补救方法?
若气泡出现在成品表面,可使用细针头轻轻刺破,用砂纸打磨后重新涂刷一层薄环氧树脂;若气泡在内部,无有效补救方法,需从原料、工艺端优化避免。
4 为什么环氧树脂固化后期会突然出现气泡?
固化后期体系温度因放热反应升高,根据亨利定律,气体在液体中的溶解度随温度升高而下降,原本溶解在树脂中的空气会析出形成新气泡,而此时树脂粘度已极高,气泡无法逸出,最终滞留内部。





