一、碳纤维零件制作概述
碳纤维零件可通过多种工艺制作,手工铺层是最简单、成本最低的常用方式,适合制作平板等简易零件,也可搭配模具用于复杂部件生产。手工铺层核心是将树脂手动涂刷在碳纤维编织物上,经固化成型得到碳纤维零件。
二、手工铺层所需材料
- 操作基面:优选玻璃平面,也可使用铝板等平整材料。
- 脱模剂:包括脱模蜡、化学脱模剂,化学脱模剂表面效果更好。
- 涂刷工具:油漆刷、橡胶刮刀、滚筒。
- 碳纤维材料:碳纤维编织物,不同克重与编织方式影响零件性能。
- 树脂材料:环氧树脂或层压树脂,分为 A、B 双组分。
- 辅助工具:搅拌棒、搅拌杯、电子秤、手套。
- 可选材料:剥离层,用于吸收多余树脂、提升表面光滑度。
三、手工铺层制作步骤
- 基面处理:用丙酮清洁操作表面,确保无灰尘、无杂质。
- 涂抹脱模剂:使用脱模蜡需多层涂抹并擦拭;使用化学脱模剂可喷洒或擦拭,等待完全干燥。
- 材料准备:按零件厚度确定碳纤维层数,切割并称重碳纤维布;碳纤维与树脂总重量按 1:1 配比,按树脂说明比例混合 A、B 组分,可通过硬化剂调节固化速度。
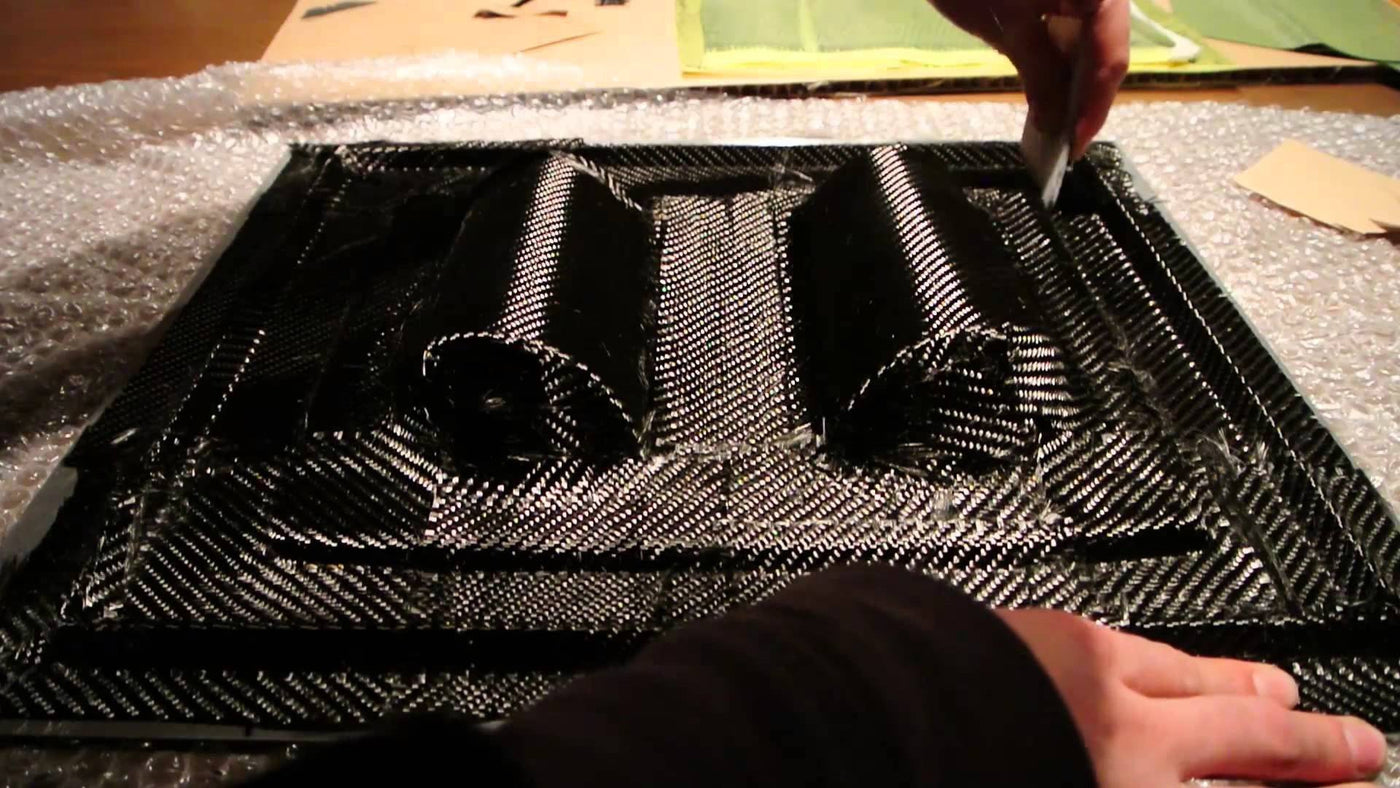
- 首层铺覆:基面刷树脂后铺设第一层碳纤维,用刮刀或滚筒充分浸润并排出气泡。
- 多层铺覆:逐层涂刷树脂、铺设碳纤维,重复浸润与排气操作至达到目标厚度。
- 封层处理:表面涂刷最后一层树脂,彻底消除内部气泡。
- 可选处理:铺设剥离层,吸收多余树脂,优化表面平整度。
- 固化成型:按硬化剂类型静置固化,等待完全硬化。
- 后处理:将零件脱模,修整边缘,完成制作。
四、核心操作要点
树脂配比:碳纤维与树脂重量比通常为 50:50,可适当多配树脂备用。气泡控制:气泡越少,零件强度与外观越好,需充分滚压排气。厚度参考:650g/m² 碳纤维固化后单层厚度约 0.65mm。
补充知识点
- 碳纤维面密度:常用 3k、6k、12k,克重常见 200g/m²、400g/m²、650g/m²,克重越高单层越厚。
- 树脂类型:环氧树脂强度高、耐候性好;层压树脂成本低、操作便捷。
- 固化条件:常温固化约 12 至 24 小时,加热固化可缩短时间并提升强度。
- 脱模原理:脱模剂在基面与零件间形成隔离层,避免粘接,保证顺利脱模。
典型应用案例
- 手工平板案例:手工铺层制作碳纤维装饰板、手机背板、小型支架,成本低、成型快。
- 模型零件案例:航模、车模的碳纤维尾翼、底板,采用手工铺层快速制作小样。
- 文创产品案例:碳纤维铭牌、饰品底座,手工铺层适合小批量个性化生产。
常见问题 FAQ
- 问:手工铺层适合制作复杂零件吗?答:适合简单形状零件,复杂曲面需搭配定制模具,精度要求高时建议用预浸料工艺。
- 问:树脂混合后必须马上用完吗?答:是的,混合后进入固化期,需在适用期内完成铺覆,一般适用期为 30 至 60 分钟。
- 问:碳纤维布为什么要充分浸润?答:浸润不足会出现孔隙、分层,大幅降低零件强度与耐用性。
- 问:固化后表面不光滑怎么处理?答:可铺设剥离层,或脱模后用砂纸打磨、抛光处理。
- 问:手工铺层零件强度如何?答:低于热压罐、RTM 工艺,但满足日常装饰、轻型结构使用需求。