
摘要:本文系统讲解胶衣核心施工要点,围绕温度、膜厚、引发剂三大固化关键参数,规范涂抹、厚度控制、排气与固化流程,补充实操案例、专业标准与常见故障解决方案,帮你做出高光泽、耐候、无缺陷的胶衣表层。
一、胶衣基础定义与核心作用
胶衣是添加着色剂、触变剂与助剂的热固性树脂体系,作为FRP / 玻璃钢制品首道涂层,直接决定外观光泽、耐候性、耐磨性与耐水性,是模具成型的 “面子工程”。
- 核心功能:装饰美观、抗紫外线、防粉化褪色、防水防腐、提升表面硬度。
- 应用场景:游艇船体、卫浴洁具、风电叶片、汽车外壳、玻璃钢模具等。
二、影响胶衣固化的三大关键参数(必掌握)
1. 温度控制(施工第一要素)
- 推荐环境 / 模具温度:16–30℃(60–85℉),最佳 21–24℃(70–75℉)。
- 检测工具:红外测温仪测模具 / 胶衣本体温度,壁挂温湿度计监控环境温湿度。
- 注意:长期存放的模具需提前恒温;湿度>**80%** 禁止施工,易发白、固化慢。
2. 催化剂(引发剂)比例
- 常用固化剂:MEKP(过氧化甲乙酮)。
- 标准添加量:1.2%–3%(胶衣重量比),25℃时 1.8% 为最优,凝胶时间约 10–17 分钟。
- 过量:收缩大、易开裂、过早脱模、耐候下降。
- 不足:固化不完全、发粘、粉化、耐久性差。
- 实操建议:按温度建立配比台账,小批量调配,随配随用。
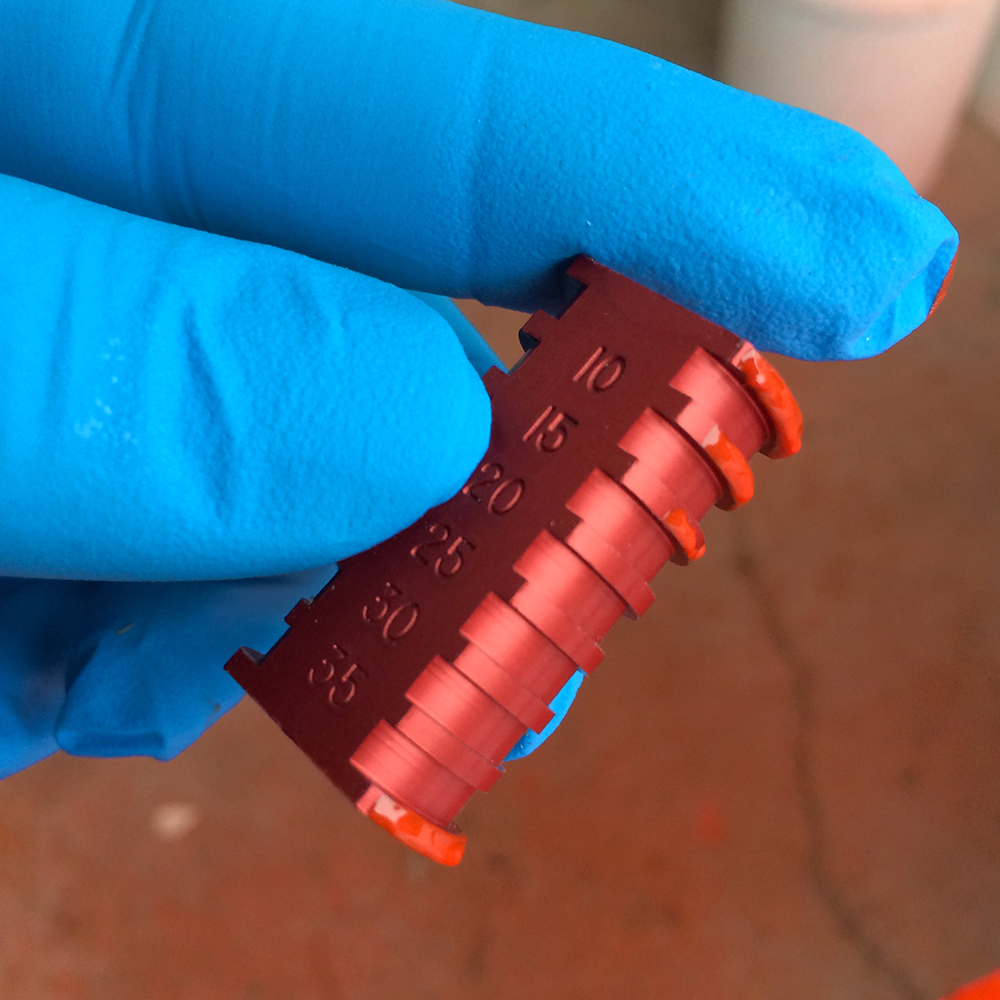
3. 湿膜厚度(决定品质与寿命)
- 标准施工厚度:18–20mil(0.45–0.5mm),兼顾固化、遮盖与防印纹。
- 下限:≥12mil(0.3mm),太薄易固化不足、透底、易磨损。
- 上限:≤24mil(0.6mm),太厚内应力大、易开裂。
- 特殊场景:水线以下部位建议20–24mil,提升抗泡性。
- 测量工具:湿膜梳(湿牙尺),厚度在粘胶齿与干净齿之间,多点检测保均匀。
三、胶衣标准涂抹施工流程(标准化步骤)
- 模具预处理彻底清洁、干燥、无油污;均匀打蜡,禁用含硅脱模剂;水溶性脱模剂需干透再施工。
- 胶衣预搅拌低速充分搅匀,防卷入气泡;可少量加苯乙烯调粘,严禁用丙酮大量稀释。
- 催化混合按比例精准加入 MEKP,快速搅匀,避免局部浓度不均。
- 涂抹 / 喷涂施工
- 手刷:用力压实、顺向拉平,分2–3 遍薄涂,减少针孔气泡。
- 喷涂:交叉喷涂、50% 重叠,多层薄涂达到目标厚度。
- 苯乙烯蒸气排放苯乙烯比空气重,易积聚模底抑制固化;可旋转模具或用低速风扇排风,加速表层固化。
- 固化判断施工后45–60 分钟达到触干不粘手,可进行后续铺层;完全固化后再脱模,避免变形、粘模。
四、实操案例与经验
案例 1:游艇 hull 胶衣施工
- 环境:22–24℃,湿度 65%
- 配比:MEKP 1.7%
- 工艺:分 3 遍喷涂,总厚 20mil,风扇辅助排风
- 结果:45 分钟触干,24 小时完全固化,光泽度 90+,无针孔、无发白,耐水泡测试合格
案例 2:模具胶衣厚度不足导致返工
- 问题:厚度仅 12mil,温度 15℃,局部发粘、粉化
- 原因:膜薄 + 低温,固化反应热不足
- 整改:升温至 22℃,补涂至 18mil,调整催化剂至 1.8%,恢复正常固化
五、专业知识补充
- 单位换算1mil=0.001 英寸 =0.0254mm;18–20mil≈0.45–0.5mm。
- 固化放热原理胶衣固化自放热,薄涂层 + 低温易导致固化中断,出现发软、失光、粉化。
- 施工方式对比
- 手刷:小面积、修补,成本低,厚度均匀性一般
- 喷涂:大面积、高品质,厚度稳定、效率高,外观更佳
六、常见问题解答(Q&A)
Q1:胶衣表面发粘、长时间不干怎么办?
- 原因:温度过低、催化剂不足、膜厚太薄、苯乙烯积聚、湿度过高
- 解决:升温至 20℃以上;补加适量催化剂;补涂至 18mil 以上;加强排风;待湿度<80% 再施工
Q2:胶衣出现针孔、气泡如何避免?
- 原因:搅拌卷入空气、涂刷未压实、一次涂太厚、模具含湿气
- 解决:低速搅拌;薄涂多道;用力刷平排气;模具彻底干燥
Q3:胶衣开裂、龟裂是什么原因?
- 原因:涂层超 24mil、催化剂过量、脱模过早、结构层未固化
- 解决:严控厚度;按标准配比;完全固化再脱模;增强层充分固化
Q4:胶衣褪色、失光、粉化怎么处理?
- 原因:固化不完全、耐候型胶衣选错、紫外线长期照射
- 解决:保证充分固化;户外件选用耐候胶衣;可喷涂 UV 清漆防护
Q5:水线以下部位胶衣为什么易起泡?
- 原因:厚度不足、固化差、有水渗入
- 解决:加厚至 20–24mil;确保完全固化;做好防水封闭。





