

本文详细介绍玻璃钢立式储罐以树脂为基体、玻璃纤维为增强材料的材质基础,核心阐述手糊和机械缠绕两种主流成型工艺的制作流程、工艺特点,明确机械缠绕工艺的结构性能优势及该工艺的五大关键控制点,同时补充相关专业知识与常见问题,为玻璃钢立式储罐的制作、选型提供专业参考。
玻璃钢储罐是玻璃钢产品的核心品类之一,以树脂为基体、玻璃纤维为增强材料复合制成,凭借耐腐蚀、运输便捷、使用寿命长的核心特点,被广泛应用于化工、环保、食品、制药等多个行业,其中立式储罐是工业应用中最常见的类型,其成型工艺直接决定储罐的结构性能与使用效果,目前主流制作工艺主要分为手糊工艺和机械缠绕工艺两类。
一、手糊工艺制作玻璃钢立式储罐
1 核心制作流程
手糊工艺以人工制作为核心,整体流程简洁,先在木模或金属模具上,采用玻璃钢纤维毡和玻璃钢纤维布逐层糊制出内层玻璃钢胆;完成内胆制作后进行脱模,拼接储罐封头;最后在内层玻璃钢胆外侧,按照一层毡一层布的方式继续糊制,直至达到设计厚度。
2 工艺优缺点
优点:制作工艺操作便捷,对施工人员的技术水平要求较低,无需复杂的大型机械设备,适合小批量、异形规格的玻璃钢立式储罐制作。
缺点:全程人工操作,人为控制因素占比大,玻璃钢布与毡的张力完全依靠人工把控,而张力大小直接决定玻璃钢层的密实度,导致手糊工艺制成的玻璃钢立式储罐整体抗压力弱,结构稳定性较差,难以满足大型、高压工况的使用需求。
二、机械缠绕工艺制作玻璃钢立式储罐
机械缠绕工艺是目前玻璃钢立式储罐制作的主流工艺,通过机械化操作替代人工核心工序,极大提升了储罐的整体结构性能,有效解决了手糊工艺制成设备强度低的缺点,储罐的层间剪切强度、弯曲强度、抗蠕变特性,以及抗风、抗震能力均得到显著提升,适合大批量、标准化、大型玻璃钢立式储罐的制作。
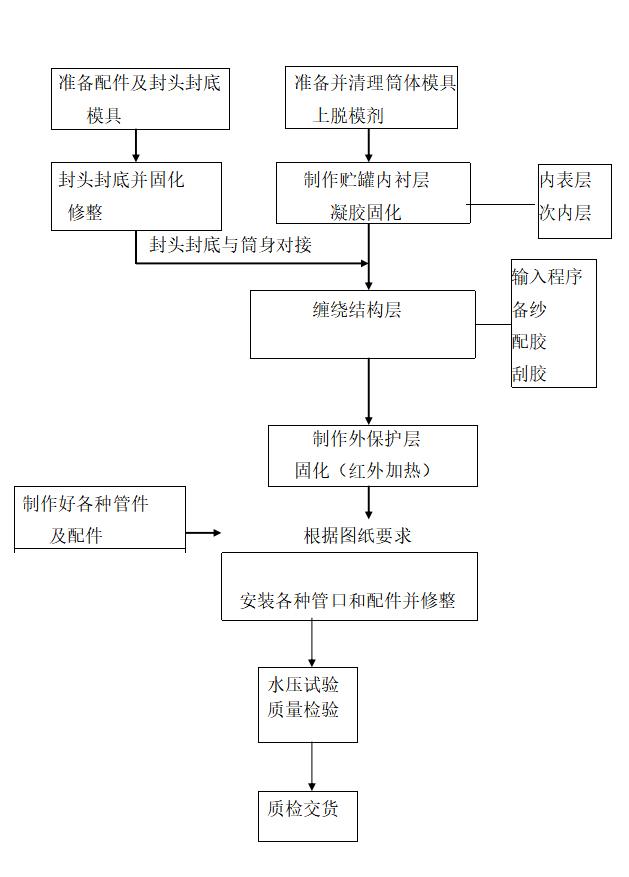
1 完整制作流程
- 前期准备:准备储罐配件及封头封底,同时准备并清理筒体模具;
- 模具处理:在清理后的模具上均匀涂抹脱模剂;
- 封头与内衬制作:完成封头封底并进行固化处理,随后依次制作贮罐内衬层的内表层、次内层,制作后进行凝胶固化与修整;
- 对接处理:将固化后的封头封底与筒身进行精准对接;
- 结构层缠绕:提前输入缠绕程序,完成备纱、配胶工序后,进行机械化缠绕结构层,缠绕过程中同步刮胶,保证层间密实;
- 外保护层制作:结构层制作完成后,制作储罐外保护层,随后采用红外加热方式进行整体固化;
- 配件安装:根据设计图纸要求,制作各类管件及配件,将其精准安装在储罐指定位置并进行修整;
- 检测与交货:对制作完成的储罐进行水压试验,检测其密封及承压性能,最后完成全面质量检验,检验合格后即可交货。
2 关键环节控制点
机械缠绕工艺的制作精度直接决定储罐质量,整个制作过程中有五大核心关键控制点,需严格把控操作标准:
- 配料控制点:精准控制树脂、玻璃纤维及各类助剂的配比,保证原材料混合均匀,配比误差符合行业标准;
- 内衬制作控制点:把控内衬层的制作厚度、成型密实度,保证内衬层无气泡、裂纹,确保储罐的基础防腐蚀与密封性能;
- 结构层制作控制点:控制缠绕的张力、层间搭接宽度,保证结构层缠绕均匀,满足储罐的设计承压与结构强度要求;
- 外保护层及固化控制点:把控外保护层的厚度与成型质量,同时控制红外加热的温度、固化时间,保证储罐整体固化完全,提升使用寿命;
- 接管安装控制点:保证管口、配件安装的垂直度、密封性,对接缝处进行加强处理,防止使用过程中出现渗漏。
三、玻璃钢立式储罐成型工艺专业补充知识
- 玻璃钢立式储罐的树脂基体可根据使用场景选择,如耐腐蚀需求高的化工场景选用环氧树脂、酚醛树脂,通用场景可选用不饱和聚酯树脂,树脂类型直接影响储罐的耐温、耐腐蚀性能;
- 玻璃纤维作为增强材料,分为纤维毡、纤维布、纤维纱等类型,不同类型的玻璃纤维搭配使用,可兼顾储罐的内衬密封与结构强度;
- 机械缠绕工艺的缠绕角度、缠绕层数需根据储罐的设计压力、容积进行精准计算,由电脑程序控制完成,是保证储罐结构性能的核心;
- 脱模剂的选用需匹配模具材质与树脂类型,保证脱模时储罐表面无损伤,同时不影响储罐的后续粘接与加工。
四、玻璃钢立式储罐成型工艺常见相关问题
1 手糊工艺和机械缠绕工艺该如何选型?
小批量、异形、小型玻璃钢立式储罐,且使用工况无高压、强冲击要求时,可选用手糊工艺,降低制作成本;大批量、标准化、大型储罐,或化工、高压存储等对结构强度、耐腐蚀性能要求高的工况,优先选用机械缠绕工艺。
2 机械缠绕工艺制作的储罐为何要进行红外加热固化?
自然固化速度慢,且易受环境温度、湿度影响,导致固化不完全,储罐内部出现应力不均;红外加热固化可实现恒温、均匀固化,保证固化完全,消除内部应力,提升储罐的结构稳定性与使用寿命。
3 手糊工艺制作储罐时,如何减少人为因素的影响?
需制定标准化的操作流程,对施工人员进行专业培训,统一纤维毡、布的铺贴方式与张力控制标准;同时在糊制过程中,采用专用工具辅助赶泡,提升玻璃钢层的密实度,减少气泡、分层等缺陷。
4 玻璃钢立式储罐制作完成后,水压试验的核心目的是什么?
水压试验是储罐承压与密封性能的核心检测手段,通过向储罐内注入清水并加压至设计压力的指定倍数,保压规定时间,检查储罐是否存在渗漏、变形、裂纹等问题,确保储罐在实际使用中无泄漏风险,满足承压要求。
5 储罐外保护层的主要作用是什么?
外保护层是储罐的 “防护层”,一方面可提升储罐的耐候性,防止户外使用时树脂老化、玻璃纤维腐蚀;另一方面可增强储罐的表面耐磨性,防止运输、安装及使用过程中出现表面损伤,同时也能起到一定的美观作用。





