本文全面介绍了手工玻璃钢层压(玻璃钢手糊工艺)的适用场景、核心操作步骤、适配材料、作业环境要求及工艺本身的优劣势,同时补充了该工艺的专业知识与常见问题,为相关实操与工艺选型提供完整参考。
一、工艺核心概述
手工玻璃钢层压(玻璃钢手糊工艺)是玻璃钢加工中最古老、简单且应用普遍的工艺,对技术要求低,无需复杂设备,固化多在室温无压环境下完成,仅针对高温负荷件、航空用件等特殊情况需升温或加压固化。该工艺主要适用于小系列、简单几何形状的部件生产与模具构造,典型应用产品包含滑翔机、飞行模型、船只、集装箱及各类原型件,也广泛用于相关玻璃钢模具的制作,采用模塑树脂时可实现高表面质量的成品效果。
二、核心操作步骤
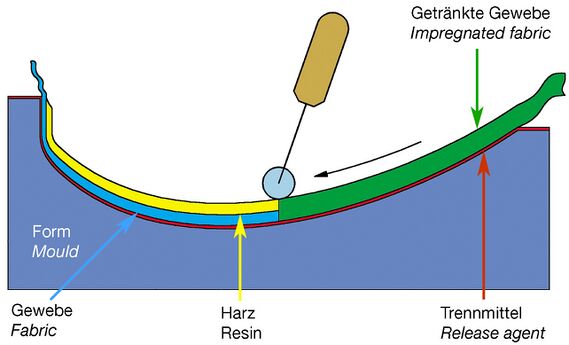
- 基础预处理:在模具表面均匀涂抹脱模剂,为后续脱模做准备;
- 顶层施工:采用涂漆或喷涂方式,在模具表面做环氧树脂或聚酯基顶层处理,常用材料为 EP 胶衣 / UP 预凝胶;
- 分层施工作业:若为 EP 胶衣顶层,凝胶化后以湿碰湿方式逐层施加织物层;若为 UP 预凝胶顶层,需先过夜硬化,再进行环氧树脂后续层压;
- 层压核心操作:先涂刷一层树脂,再铺入织物增强材料,使用刷子、槽辊 / 丝绒辊将树脂充分浸透织物,确保贴合无空隙;
- 表面处理可选:可采用尼龙纤维织物做表层,树脂硬化后将其剥离,能形成粗糙、清洁、无粘性的表面,便于后续粘合等加工;
- 硬化固化:常规层压板在室温无压环境下自然硬化;轻型优化件、带泡沫 / 蜂窝轻质芯材的夹层部件,需在真空压力下硬化;航空制造等专用树脂体系件,需模具内或脱模后额外回火,回火温度 50-230℃(依树脂体系调整);
- 后道加工:零件完全硬化后,进行修整、打磨、粘合等后续精加工,完成成品制作。
三、适用材料及纤维体积含量
(一)核心基质材料
液态树脂为主要基质,以环氧树脂、聚酯树脂为主,经加工后形成工艺所需垫料。
(二)增强材料
玻璃纤维、芳纶纤维、碳纤维(均经表面处理且为工艺专用款),常见产品形态为粗纱、织物、稀松布、胶带、软管、股线、羊毛、垫子、碎片等。
(三)可达到的纤维体积含量
- 垫层压板:15-20%(体积占比)
- 织物层压板:40-50%(体积占比)
四、作业环境要求
手工玻璃钢层压工艺对作业区空调环境有明确标准,需同时满足以下条件,确保工艺效果与产品质量:
- 室温:最低不低于 20℃;
- 湿度:≤65%;
- 通风:作业区保持良好通风,保障操作安全与树脂固化效果。
五、工艺核心特点
(一)优势
- 工具投入少,无需复杂专用设备,工具工作量低;
- 整体投资成本低,前期设备与工艺筹备门槛不高;
- 适配性强,非常适合产量约 1000 件以内的中小型系列产品生产。
(二)劣势
属于劳动密集型工艺,核心工序均以人工体力操作为主,对人工依赖度高,生产效率受人工操作影响大。
六、补充专业知识
- 湿碰湿工艺:是手糊工艺中高效的分层施工方法,指前一层树脂未完全固化(处于凝胶状态)时,直接铺设下一层织物并浸透树脂,层与层之间可实现无缝粘合,提升层压板的整体性与结构强度,减少层间剥离风险;
- 脱模剂作用:不仅能降低模具与成品的粘接力,便于脱模,还能保护模具表面,减少模具磨损,延长模具使用寿命,同时可提升成品表面的光滑度;
- 胶衣层功能:作为成品的表层,除了提升表面质量,还能起到防腐蚀、抗老化、耐刮擦的作用,是玻璃钢制品外观与耐久性的重要保障;
- 夹层部件芯材:泡沫、蜂窝芯材的加入可在降低产品整体重量的同时,提升层压板的抗压、抗弯曲性能,是轻型玻璃钢部件的常用结构设计。
七、常见相关问题及解答
1. 手糊工艺中树脂浸透不充分会有什么影响?
树脂未充分浸透织物,会导致成品内部出现空隙、干斑,直接降低产品的结构强度、密封性与耐腐蚀性,易出现层间开裂、渗水等问题,影响成品使用寿命。
2. 为何 UP 预凝胶顶层需要过夜硬化后再层压?
UP 预凝胶与环氧树脂的固化特性、粘接性不同,若未提前硬化,直接与环氧树脂层压会出现层间粘接不牢、固化反应相互干扰的情况,导致顶层脱落、整体固化效果变差,过夜硬化可保证顶层成型稳定,提升后续层压的贴合度。
3. 作业环境湿度超过 65% 会有什么问题?
湿度过高会影响树脂的固化反应,导致固化速度变慢、固化不充分,还会使成品表面出现气泡、发白、返潮等缺陷,同时降低树脂与纤维的粘合效果,影响产品整体性能。
4. 手工玻璃钢层压工艺为何不适用于大批量生产?
该工艺高度依赖人工操作,每道工序的效率均受人工限制,且人工操作的一致性难以精准把控,大批量生产时会出现生产效率低、产品质量波动大的问题,因此仅适用于 1000 件以内的中小型系列生产。
5. 航空制造用玻璃钢件为何需要高温回火?
航空用件对强度、耐热性、稳定性的要求极高,常规室温固化无法让航空专用树脂体系实现完全固化,高温回火能促进树脂的交联反应更充分,提升成品的机械性能与耐高温性,满足航空领域的严苛使用要求。