本文详细介绍了纤维增强聚合物(FRP)玻璃钢拉挤成型的核心定义、完整制作工序,阐述了该工艺的技术特点与优势,同时补充了相关专业知识和常见问题,明晰其作为传统材料替代品在各行业的应用价值。
一、FRP 玻璃钢基础认知
纤维增强聚合物 (FRP) 即玻璃钢,是由纤维材料作为增强体、聚合物塑料作为基体或粘合剂制成的复合塑料,其整体制造工艺核心分为两大步骤:一是通过特定工艺制造纤维预制件,二是将纤维材料与聚合物塑料粘合成型。
(一)纤维预制件的制造工艺
纤维预制件的成型主要有机织、编织、缝合和针织四种方式,不同工艺各有适用场景与优劣:
- 编织:可制作二维和三维纤维,适合高价值、窄幅产品生产;缺点是多层纤维编织耗时昂贵,且仅能实现纤维 90 度角定向排列。
- 编结:弥补编织的角度限制,允许纤维 45 度角对齐,通过两步编结工艺,可制作出几乎任意形状的预制件。
- 针织:常规生产二维织物,借助多针床机器可实现多层织物生产。
- 缝合:是制造预制件最直接的技术,因可应用于预浸料和干织物缝合,在行业内备受推崇。
(二)FRP 主流成型工艺
将纤维与聚合物塑料粘合是 FRP 制造的关键环节,现有压缩成型、气囊成型、湿法铺层、心轴成型、斩波枪、高压釜和真空袋、长丝缠绕、拉挤成型等多种工艺,其中拉挤成型是目前应用最广泛、最流行的 FRP 生产方法。
二、玻璃钢拉挤成型核心定义
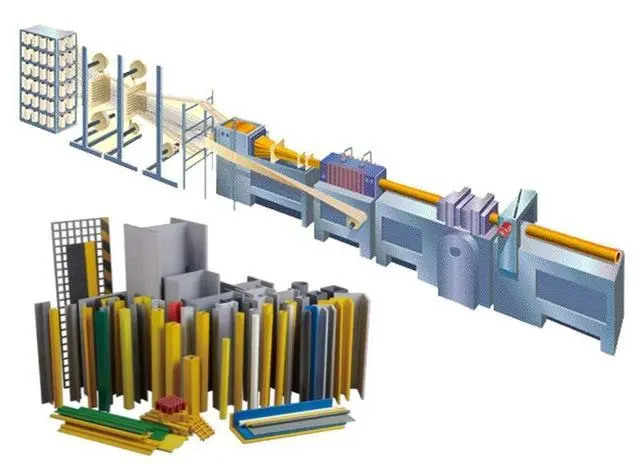
拉挤成型是一种在不改变横截面的前提下,制造连续 FRP 结构形状的专用制造技术。该工艺通过将聚合物表面纱、纺织增强纤维、树脂配方等原材料,拉过加热的金属成型模具完成制品成型;增强材料多为空心线轴、玻璃纤维粗纱落纱、连续长丝毡等连续形态,经树脂混合物充分浸透后,通过加热钢模引发树脂催化反应,使树脂固化并形成与模腔形状一致的刚性轮廓。
拉挤工艺存在往复式拉拔器、履带式拉拔器等多种变体形式,但所有变体的核心制作原理与基本流程保持一致。
三、玻璃钢拉挤成型完整制作工艺
第一阶段:增强材料浸湿
- 纤维增强材料以分割为指定宽度的卷筒形式,放置在连续长丝毡 (CFM) 筒子架中,筒子架先对增强材料进行分级处理,再送入导板。
- 导板对玻璃纤维粗纱和展开的毡体进行精准定位后,将其送入树脂浴;树脂浴为树脂、催化剂、填料、润湿剂和颜料的混合体系,内部结构经特殊设计,可最大化优化增强材料的浸湿效果。
- 为进一步提升润湿度,需保证增强材料在树脂浴中呈分离状态,浸透后的增强材料离开树脂浴后,先被塑造成平板状,再进入下一工序。
第二阶段:增强材料预成型重塑
- 预成型机将浸湿后的增强材料片和粗纱进行塑形,使其外形尽可能贴近模具型腔的形状与尺寸,该步骤是决定最终拉挤产品坚固性的关键环节。
- 整个预成型过程为自动化作业,几乎无需人工干预;部分 FRP 生产企业会跳过树脂浴浸湿步骤,采用树脂注射的方式实现增强材料的树脂饱和,两种方式的核心目的均是让增强材料进入加热模具前充分浸透树脂。
第三阶段:复合材料高温固化
- 经预成型的增强材料横截面通常大于模具型腔,进入模具后会被挤压、压实为产品所需的形状和尺寸。
- 模具型腔表面经镀铬或渗氮处理实现硬化,可有效防止增强材料挤压过程中造成的模具磨损。
- 树脂固化速度是拉挤生产线速度的核心限制因素,产品厚度直接影响生产效率:极厚部件的线速度最低可达每分钟 4 英寸,较薄部件的线速度可超过每分钟 100 英寸;树脂固化不充分会直接导致产品机械性能大幅下降。
第四阶段:固化制品冷却
- 制品离开模具型腔时,因模具高温作用,温度可达 300℉-400℉,需完成冷却后才能由拉拔器夹持输送,未冷却直接夹持易造成制品变形、损坏。
- 冷却方式主要分为两种,一是自然对流冷却,通过增加拉拔器与模具之间的距离,让制品自然降温;二是强制冷却,向拉拔器未夹持的制品部位施加冷水或冷风加速降温。
- 拉挤生产线多采用往复式、履带反向旋转式两种牵引系统配合,保障生产过程的连续性,牵引系统可承受的拉力范围在 200 磅至 100000 磅之间。
第五阶段:成品定长切割
- 切割为拉挤成型的最后一道工序,采用移动式切割锯作业,切割锯会以与制品输送相同的速度和方向移动,实现生产线连续运行状态下的制品横切。
- 单次切割完成后,切割锯自动复位至原始位置,等待下一次切割触发信号。
- 制品切割长度、生产线速度、夹具夹持力、模具温度等核心工艺参数,均通过中央控制面板统一校准和调整;不同规格、尺寸的拉挤产品有专属工艺参数,需在生产开始前提前输入并调试完毕。
四、玻璃钢拉挤成型专业知识补充
1. 拉挤成型用树脂类型
玻璃钢拉挤成型常用树脂主要为热固性树脂,包括不饱和聚酯树脂、环氧树脂、乙烯基酯树脂,其中不饱和聚酯树脂因性价比高、固化速度易调控,是应用最广泛的品种;环氧树脂适用于对机械性能、耐腐蚀性有高要求的产品;乙烯基酯树脂兼具环氧树脂和不饱和聚酯树脂的优势,耐化学腐蚀性突出。
2. 增强材料的选择原则
核心根据产品使用场景和性能要求选择:玻璃纤维是最常用的增强材料,成本低、综合性能好;碳纤维增强可大幅提升产品强度和模量,适用于高端轻量化产品;芳纶纤维则适合对耐冲击、抗疲劳有要求的场景。
3. 拉挤产品的工艺优势
拉挤成型为连续化自动化生产,生产效率高、原料利用率高(几乎无废料);产品横截面均匀、尺寸精度高;可通过调整材料配方和工艺参数,定制化实现产品的耐腐蚀、绝缘、轻质高强度等特性;生产过程能耗低、人工成本少。
4. 模具的核心技术要求
拉挤模具一般分为进料段、成型段、固化段,材质多为合金钢;型腔表面需做高精度抛光和硬化处理,保证产品表面光洁度和模具使用寿命;模具的温度分区控制至关重要,需根据树脂固化特性设计梯度温度,保障树脂逐步、充分固化。
五、玻璃钢拉挤成型常见相关问题解答
1. 玻璃钢拉挤产品出现表面气泡的原因是什么?
主要原因包括:树脂浴中增强材料浸湿不充分,内部残留空气;模具温度设置不合理,树脂固化速度过快,内部空气无法及时排出;原材料含水量过高,加热过程中水分汽化形成气泡;增强材料在预成型阶段发生团聚,导致局部树脂分布不均。
2. 拉挤产品强度不达标的常见因素有哪些?
一是增强材料含量不足,或增强材料在成型过程中发生偏位、断裂;二是树脂固化不充分,模具温度过低、生产线速度过快均会导致该问题;三是预成型环节不到位,材料未贴合模腔,产品密实度不足;四是原材料质量问题,如树脂性能不合格、增强材料纤维强度低。
3. 玻璃钢拉挤成型可生产哪些类型的产品?
可生产各类等截面的型材和构件,如玻璃钢方管、圆管、角钢、槽钢、工字钢、护栏、格栅、电缆桥架、绝缘支架等,广泛应用于化工、市政、建筑、电力、轨道交通、环保等行业。
4. 拉挤生产线的日常维护重点是什么?
一是定期检查模具型腔,及时清理残留的树脂和纤维,防止模具堵塞、磨损;二是校准牵引系统的拉力和速度,保障牵引的稳定性;三是检查树脂浴的混合体系,确保各类添加剂配比准确,树脂粘度符合工艺要求;四是维护温度控制系统,保证模具各段温度精准可控。
5. 玻璃钢拉挤产品与传统金属、木质材料相比,优势体现在哪些方面?
FRP 拉挤产品作为钢、木、铝等传统建筑材料的优质替代品,具备耐腐蚀、重量轻(密度约为钢材的 1/4)、不导电、不导热的核心特性,同时还拥有耐用性强、尺寸稳定性好、安全环保、安装使用便捷等优势,且可根据需求定制色彩和外形,在恶劣环境(如化工腐蚀、户外潮湿)中使用寿命远长于传统材料。
六、玻璃钢拉挤成型的行业应用总结
玻璃钢拉挤成型凭借其工艺优势和产品的优异性能,已成为复合材料成型的主流工艺之一,其制品因可灵活调控材料特性,规避传统材料的固有缺陷,在化工防腐管道、市政户外护栏、建筑结构型材、电力绝缘构件、轨道交通配件、环保处理设备等领域得到规模化应用,随着复合材料技术的不断发展,拉挤成型工艺的自动化程度和产品附加值还将持续提升,应用场景也会进一步拓展。