
本文核心介绍玻璃钢制品成型的赋形、浸渍、固化三大核心要素,阐述各要素的定义、影响因素及相互关联,说明三要素的有机调整对玻璃钢制品性能、生产经济性的关键作用,同时指出不同成型工艺需结合原材料找到三要素的最佳组合方案。
一、玻璃钢制品成型三要素的核心定义与关键要求
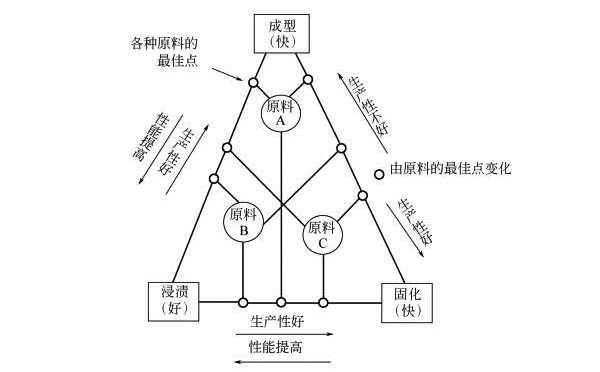
玻璃钢制品成型的核心围绕赋形、浸渍、固化三大要素展开,三者相互影响、相互制约,其搭配合理性直接决定制品的性能、生产效率与经济成本,不同成型工艺的优化本质均是对三要素的有机调整与组合。
- 赋形赋形的核心要求是实现增强材料的均匀分布,或在设定方向上实现高密实度排列。将增强材料提前加工至与制品最终形状相近的过程被称为预成型,是赋形的重要前置步骤,而制品最终形状的精准成型则依靠成型模具完成,模具的精度、材质也会直接影响赋形的效果。
- 浸渍浸渍的本质是将增强材料间隙中的空气替换为基体树脂,其机理主要分为脱泡和浸渍两个关键环节,只有完成充分脱泡与完整浸渍,才能保证增强材料与树脂的有效结合。浸渍的好坏与操作难易度,主要受基体树脂黏度、树脂与增强材料的配比,以及增强材料的品种、形态四大核心因素影响,树脂黏度适中、配比合理才能提升浸渍效率与效果。
- 固化固化是基体树脂发生化学反应的过程,核心是树脂分子结构由线性结构转化为网状结构,该过程是玻璃钢制品获得稳定物理性能与化学性能的关键。固化过程通常需要添加引发剂、促进剂作为反应助剂,部分工艺还需通过加热提升反应速率,判定固化程度最简易可行的方法为测定固化物的表面硬度,硬度达标是固化合格的基础指标。
二、玻璃钢制品成型三要素的相互影响与配比原则
赋形、浸渍、固化三大要素并非独立存在,而是存在紧密的相互影响关系:
- 赋形的密实度直接影响浸渍效果,若增强材料排列过于致密,树脂难以渗透至间隙完成浸渍;若排列过于松散,虽易浸渍但会降低制品最终强度,影响固化后的整体性能。
- 浸渍的充分性决定固化反应的均匀性,若增强材料与树脂结合不充分,固化过程中易出现局部反应不完全的情况,导致制品表面硬度不均、性能下降。
- 固化的速率与程度会反作用于生产中的赋形与浸渍环节,若固化过快,树脂未完成充分浸渍就发生结构变化,会造成制品缺陷;若固化过慢,会延长成型周期,降低生产效率。
三要素的配比需遵循性能与经济性平衡原则:若强调生产经济性、加快成型周期,需适当调整三要素参数(如提高固化速率、简化赋形步骤),但会牺牲制品部分性能;若重视制品高性能,需保证赋形均匀、浸渍充分、固化完全,会增加生产时间与原料成本,降低生产经济性。因此不同原材料搭配下,玻璃钢成型存在唯一的三要素最佳组合,需针对每种成型方法制作三要素相关图,通过专业研究选择最合理的成型方案。
三、玻璃钢成型三要素相关专业知识补充
- 预成型的常见工艺:玻璃钢增强材料的预成型主要有手工铺层预成型、机械模压预成型、连续纤维缠绕预成型等,不同预成型工艺适配不同形状的制品,如缠绕预成型更适合管道、罐体等筒状制品,模压预成型适合平板、异形件等。
- 基体树脂黏度的调控方法:生产中可通过加热、添加稀释剂调控树脂黏度,加热能降低黏度提升流动性,稀释剂则需控制添加比例,避免过量导致固化后制品性能下降。
- 固化反应的分类:根据加热需求,玻璃钢固化可分为常温固化与热固化,常温固化适合现场施工、大型制品成型,热固化则通过控温提升固化效率与制品性能,适合小型精密制品批量生产。
- 增强材料的常见类型:常用的增强材料有玻璃纤维布、玻璃纤维毡、玻璃纤维纱等,纤维布致密性高,适配高性能制品;纤维毡孔隙大,易浸渍,适配普通民用制品。
四、玻璃钢制品成型三要素常见相关问题解答
- 问:赋形过程中增强材料分布不均,会导致制品出现哪些缺陷?答:增强材料分布不均会造成制品局部强度不足,同时易出现树脂富集区与贫脂区,固化后会产生翘曲、开裂、表面凹凸不平等缺陷,严重影响制品的尺寸精度与使用寿命。
- 问:浸渍不充分的常见原因有哪些,如何解决?答:浸渍不充分的主要原因包括树脂黏度过高、增强材料与树脂配比不合理、铺层过厚等;解决方法可针对性降低树脂黏度(加热 / 加稀释剂)、调整树脂与增强材料配比、减薄单次铺层厚度并分层浸渍,同时配合脱泡工艺(如真空脱泡、辊压脱泡)排出间隙空气。
- 问:固化后制品表面硬度不足,是什么原因导致的?答:固化后表面硬度不足,主要原因包括引发剂 / 促进剂添加比例不当、固化温度过低或固化时间不足、树脂与增强材料浸渍不充分;可通过调整助剂配比、提高固化温度 / 延长固化时间、优化浸渍工艺等方式解决。
- 问:如何在保证制品基本性能的前提下,平衡三要素提升生产经济性?答:首先根据制品使用场景确定性能底线,选择适配的原材料与成型工艺;其次优化预成型工艺,提高自动化程度减少人工成本;最后通过实验确定树脂黏度、固化温度等关键参数的最优值,在保证浸渍充分、固化完全的基础上,最大限度缩短成型周期,实现性能与经济性的平衡。
五、玻璃钢成型工艺的发展趋势
玻璃钢制品的成型工艺始终围绕性能提升、生产性优化、成本降低三大基点不断进步,核心发展方向为通过自动化、智能化技术优化三要素的调控精度,如采用智能模压设备实现赋形的精准控制,利用真空辅助浸渍工艺提升浸渍充分性与效率,通过温控系统实现固化反应的精准调控,同时研发新型树脂与增强材料,进一步拓宽三要素的适配范围,实现高性能与高经济性的双重提升。





