
聚氨酯模具用什么材料(聚氨酯模具的特性说明)

浇注聚氨酯是一种多功能材料,可以单独使用,也可以相互使用,甚至可以与复合材料一起使用。从柔性模具到耐用、抗冲击的零件,聚氨酯可为各种用途提供了广泛的特性。
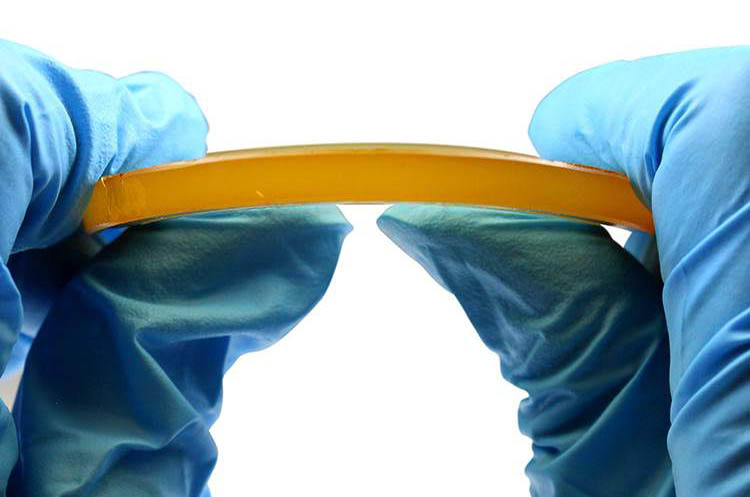
肖氏A型聚氨酯作为模具
我们选择的肖氏 A 型聚氨酯可用作柔性材料来制造具有负角的模具。与不能以负角脱模的复合模具不同,柔软、柔韧的肖氏 A 型聚氨酯可以向后弯曲(甚至切断)以便于脱模。如果铸成厚的部分,柔韧的聚氨酯保持足够的尺寸稳定性来模塑复合材料零件。与制造小型复合模具相比,使用肖氏 A 型聚氨酯制造模具可节省大量劳动力和时间。然而,随着模具变得越来越大,制造商选择复合材料是因为它们的重量、寿命和成本效率。
技术提示
在钻较软的聚氨酯(例如 40A 或 60A)时,使用比您想要的最终孔更大的钻头。软聚氨酯上的钻孔比使用的钻头小。
肖氏 A 型聚氨酯的脱模时间为 2.5 到 3 小时,具体取决于零件尺寸、材料温度和周围环境条件。它们可以在室温下完全固化。它们可以在聚氨酯模具以及由聚酯和环氧树脂制成的复合模具中浇铸。40A 和 60A 的收缩率也非常低——每英寸材料的收缩率不到1/1000。
肖氏 D 聚氨酯作为模具
作为铸造材料,60 Shore D 聚氨酯是一种极其耐用的成品材料。它具有很高的抗冲击性和耐磨性,具有很高的撕裂强度和伸长率。脱模时间为 2.5–3 小时,零件可以快速循环进出模具,零件在 7 天内达到最大性能。该材料的坚固性使其非常适合用于铸造工业设备的耐用、耐油部件,例如衬套和密封件。耐用的聚氨酯也可以包覆成型为轮子或滚轮。
75D 以 1:1 的重量混合比铸造出亮白色、极其耐用的零件或原型,其硬度与 HDPE 塑料相似。它具有低混合粘度,使其能够快速填充模具并为极其精细的零件复制复杂的细节。它的低粘度,类似于机油,甚至可以手工注入精细的细节。它可以在复合模具中作为原型铸造,也可以在使用其他聚氨酯制成的模具中铸造,以制造具有极其光滑和致密表面的高性能零件。
75D 的适用期(30 到 40 分钟)比其他邵氏 A 和 D 聚氨酯更长,脱模时间略长,为 3 到 4 小时。部件可在 18 至 24 小时内投入使用,7 天后完全固化。它在室温下完全固化。
肖氏 D 型聚氨酯比复合材料部件更耐冲击,并表现出全向强度,这与复合材料基于纤维取向的方向强度相反。与复合材料相比,脱模时间更快,可以用有限数量的模具更快地生产聚氨酯零件。增强复合材料部件具有更高的抗拉强度和更好的强度重量比。
技术提示
加热可用于加速聚氨酯的最终固化,但一般情况下,加热越多,最终铸件收缩越大。在后固化之前允许在室温下固化 18 小时,以尽量减少收缩。
模具中的聚氨酯与复合材料
在决定使用聚氨酯和纤维增强塑料制造模具时,需要考虑五个主要因素:
- 成本 -聚氨酯模具比由玻璃纤维和聚酯树脂制成的普通模具更昂贵。对于大型项目,复合模具最有意义。
- 模具生产速度——与复合模具相比,聚氨酯模具的铸造速度更快,工作时间更少。
- 饰面表面外观——聚氨酯模具不会像精心准备的聚酯复合材料模具那样直接从模具中提供 A 级饰面。
- 模具复杂性 -聚氨酯比复合材料更容易在插头中拾取非常精细的细节。与聚酯树脂复合材料相比,它们在未增强部分的脆性较小。聚氨酯模具柔韧,通常通过翘曲和弯曲更容易脱模。
- 需要的零件数量——如果保养得当,复合模具可以长时间铸造零件,而聚氨酯模具会随着固化过程的放热而退化。过度催化的聚酯部件会加速降解。
聚氨酯产品页面
购买聚氨酯时,重要的是要考虑项目的需求。
- Shore A 聚氨酯树脂:Shore A 40 和 60 聚氨酯使制造更柔软或更弹性的零件和工具变得容易。使用时请记住缓慢倒入聚氨酯,以释放树脂内的任何潜在气泡。
- 聚氨酯浇注树脂 60 Shore D:这种树脂非常坚韧,非常适合要求苛刻的工业应用。60 Shore D 具有很高的拉伸强度和撕裂强度、优异的伸长率和良好的耐磨性。
- 聚氨酯浇注树脂 75 Shore D:对于最终零件和短期铸造,75 Shore D 可以制造出具有卓越外观品质的精细零件。简单的混合比和低混合粘度使其成为填充复杂模具的理想材料。
脱模剂
脱模剂应根据所制造的零件而不是模具材料来选择。在生产聚酯、乙烯基酯或环氧树脂部件时,可以使用脱模剂,例如经典的蜡和 PVA 系统。然而,它们是水基的,不能在生产聚氨酯部件时使用。水基脱模剂会导致模具表面起泡或点蚀。铸造聚氨酯零件时,请使用专门为聚氨酯配制的脱模剂。
技术提示
为获得最佳效果,请在两个不同的杯子中混合聚氨酯。将聚氨酯的 A 部分和 B 部分混合后,先将它们混合,然后将混合物转移到另一个容器中并继续混合。在两个不同的杯子中混合可以减少未混合的物质进入模具的机会,并有助于避免铸件中的薄弱或未固化点。考虑到每个零件 10% 到 15% 的额外材料,以弥补留在混合容器中的残留物。
聚氨酯的局限性
聚氨酯对水分污染极为敏感;即使是潮湿的环境也会通过在表面产生气泡和在内部产生空隙来影响固化周期和表面质量。混合和浇注聚氨酯时,请使用塑料或金属搅拌棒和容器。木制搅拌棒和纸容器可能会因从空气中吸收的水分而污染聚氨酯,如果刮伤,蜡衬里的容器可能会在混合物中留下少量蜡。
未增强聚氨酯的拉伸强度低于复合材料,但肖氏 D 型聚氨酯的拉伸强度(60D 为 6,014 psi,75D 为 5,000)适用于许多应用。与复合材料和肖氏 D 型聚氨酯相比,肖氏 A 型聚氨酯(40A 为 800,40D 为 1,400)具有极低的拉伸强度。
作者简介:400热线:4009937117;官网:www.qdscsz.com
版权声明:本文由 [ 青岛山川 ] 投稿发布,本站仅提供信息存储服务,不拥有所有权,不承担相关法律责任。如侵犯到您的权益,请联系举证。一经查实,本站将立刻删除。

