
本文核心介绍了胶衣厚度测量的核心工具为湿膜测厚仪,详细说明其使用方法和胶衣湿膜厚度的标准参考值,同时指出胶衣厚度需多点测量保证均匀性,还补充了干膜厚度测量方法、不同场景胶衣厚度标准、厚度把控技巧及常见问题解答。
一、核心结论:胶衣厚度靠湿膜测厚仪精准测量,需多点检测保证均匀性
胶衣厚度把控是玻璃钢成型的关键工序,模具胶衣和产品胶衣有明确湿膜厚度参考值,湿膜测厚仪是喷涂 / 涂刷后快速测量胶衣厚度的核心工具,适配玻璃钢施工的恶劣环境,操作简单且结果精准;胶衣厚度不可凭经验判断,需在施工后立即多点测量,同时通过规范喷涂 / 涂刷操作控制厚度均匀性,喷嘴状态、泵压、树脂粘度等多种因素都会影响胶衣厚度,精准测厚 + 规范控厚才能保证胶衣层性能。
二、胶衣湿膜厚度核心参考标准
胶衣湿膜厚度直接决定固化后干膜厚度和使用性能,模具胶衣因需更高的耐磨性、耐久性,厚度要求高于产品胶衣,行业通用湿膜厚度标准如下,干膜厚度约为湿膜厚度的 60%-70%:
| 胶衣类型 | 推荐湿膜厚度 | 固化后干膜厚度 | 适用场景 | 核心要求 |
|---|---|---|---|---|
| 模具胶衣 | 0.7-0.8mm | 0.42-0.56mm | 玻璃钢模具表面 | 厚度均匀,无薄点,保证模具耐用性 |
| 产品胶衣 | 0.4-0.5mm | 0.24-0.35mm | 玻璃钢制品表面 | 兼顾外观与防护,避免厚涂导致固化不均 |
| 表面毡配套胶衣 | 0.3-0.4mm | 0.18-0.28mm | 制品面层搭配表面毡使用 | 薄涂浸透表面毡,遮盖玻纤纹路 |
| 防腐专用胶衣 | 0.6-0.7mm | 0.36-0.49mm | 化工、海洋防腐制品 | 适当加厚,提升耐腐蚀防护能力 |
关键说明:胶衣厚度需控制在标准范围,过薄会导致防护能力不足、易破损,过厚则会出现固化不均、针孔、开裂等缺陷,且增加原料成本。
三、核心测量工具:湿膜测厚仪(胶衣厚度仪)基础特性
湿膜测厚仪是胶衣厚度测量的专用工具,适配玻璃钢喷涂 / 涂刷后的即时测量,相比精密电子测厚仪,更适合施工现场的恶劣环境,核心特性如下:
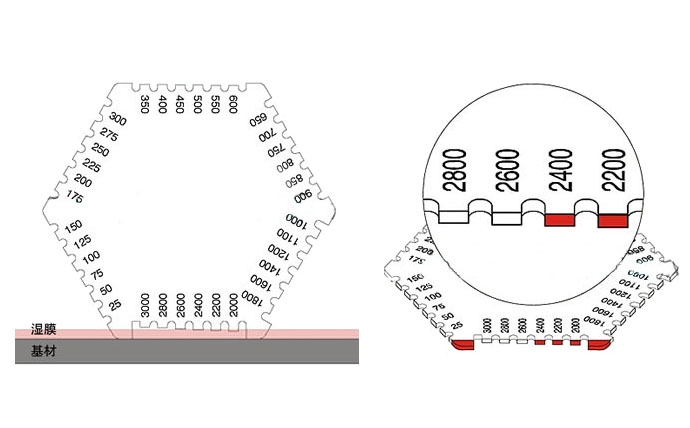
- 材质与结构:采用耐磨、耐树脂溶剂腐蚀的金属制成,主体为锯齿状金属卡片,每个锯齿对应固定厚度值,尺寸精准,可反复使用,不易变形、损坏;
- 测量优势:操作简单、无需电源,施工后可立即测量,快速读取湿膜厚度,能在模具拐角、弧形等异形部位进行测量,适配性强;
- 常用规格:适配胶衣测量的测厚仪锯齿厚度区间为 0.1-1.0mm,可满足模具胶衣、产品胶衣等所有常见胶衣类型的厚度测量需求。
四、湿膜测厚仪测量胶衣厚度的标准化操作方法
胶衣喷涂 / 涂刷后需在胶衣未流平、未凝胶前立即测量(最佳时间为施工后 1-3 分钟),避免胶衣流挂、固化导致测量结果偏差,标准化操作步骤如下:
- 测量前准备:确认湿膜测厚仪无树脂残留、无磨损,锯齿边缘平整,若有胶衣残留用丙酮擦拭干净,保证测量精度;
- 选点定位:在模具 / 制品表面选取代表性测量点,包括平面中心、边角、拐角、弧形等部位,每平方米至少选取 3-5 个点,异形部位增加测量点,避免仅测平面导致厚度不均;
- 规范测量:手持测厚仪,将与预估胶衣厚度相近的锯齿面垂直压入胶衣湿膜中,确保锯齿完全浸入湿膜,无倾斜、无晃动,按压至测厚仪底部接触模具 / 制品基材表面;
- 取出读数:缓慢将测厚仪从湿膜中垂直移出,观察锯齿浸润情况,胶衣湿膜厚度为被浸润的最短锯齿与相邻未浸润锯齿之间的厚度值,精准读取并记录每个测量点数据;
- 结果判定:对比测量数据与标准厚度,若所有点厚度在标准范围内且偏差≤0.05mm,说明厚度均匀达标;若存在薄点、厚点,立即补涂或刮除多余胶衣,再次测量至达标。
五、胶衣干膜厚度测量方法(固化后检测)
胶衣完全固化后,若需检测干膜厚度是否达标,可采用干膜测厚仪进行测量,分为磁性测厚仪和涡流测厚仪,适配不同基材,操作方法如下:
- 工具选用:模具 / 制品基材为金属的,选用磁性干膜测厚仪;基材为玻璃钢、塑料等非金属的,选用涡流干膜测厚仪;
- 表面处理:将胶衣干膜表面擦拭干净,无灰尘、油污、毛刺,保证测量面平整;
- 校准仪器:将测厚仪在无胶衣的基材表面进行零点校准,确保测量精度;
- 多点测量:与湿膜测量选点原则一致,在表面多点测量,记录数据,干膜厚度平均值需在标准范围内;
- 结果应用:若干膜厚度过薄,需打磨后补涂胶衣;若过厚,检查是否存在固化不均问题,必要时轻磨修整。
六、胶衣厚度均匀性把控核心技巧
胶衣厚度不仅要精准达标,更要保证整体均匀性,厚度偏差过大会导致局部固化不均、防护能力差异,需从施工操作、设备参数、材料控制三方面把控,核心技巧如下:
(一)喷涂施工控厚技巧(主流施工方式)
- 规范喷枪操作:喷枪与施工面保持30-40cm 垂直距离,喷涂时采用长条式平滑移动,胳膊匀速摆动,避免腕部转动喷枪,防止局部胶衣堆积;喷枪移动速度保持恒定,一般为 0.3-0.5m/s,速度过快会导致薄点,过慢则厚涂;
- 把控设备参数:根据胶衣粘度调整喷枪喷嘴大小(常用 1.5-2.0mm)和泵压(0.3-0.5MPa),粘度偏高时适当增大喷嘴和泵压,粘度偏低则减小,保证胶衣雾化均匀、出胶量稳定;
- 采用交叉喷涂:分两次交叉喷涂,第一次横向喷涂,待表干后第二次纵向喷涂,每次喷涂厚度为标准湿膜厚度的 50%,交叉喷涂能有效避免漏喷、堆积,提升厚度均匀性。
(二)涂刷施工控厚技巧(小件 / 异形部位)
- 选用专用工具:平面用刮板涂刷,拐角 / 弧形用软毛刷,刮板选用带厚度刻度的专用胶衣刮板,直接控制涂刷厚度;
- 薄涂多遍:分 2-3 遍涂刷,每遍薄涂,待上一遍表干后再涂下一遍,避免一次性厚涂导致流挂、厚度不均;
- 均匀收刮:涂刷后用刮板从中心向四周匀速收刮,刮除多余胶衣,保证表面平整,厚度一致。
(三)材料与环境控制
- 控制胶衣粘度:常温下胶衣施工粘度控制在 2000-3000mPa・s,粘度偏高时用少量苯乙烯稀释,偏低时加入专用触变剂,粘度稳定才能保证施工厚度均匀;
- 保证施工环境:施工环境温度 18-25℃,相对湿度 40%-60%,避免大风、高温环境,大风会导致胶衣快速流平、局部薄化,高温会加速胶衣凝胶,无法调整厚度。
七、胶衣厚度测量与把控常见问题及解答
(一)湿膜测厚仪测量时,多个锯齿被浸润,无法精准读数,怎么办?
核心原因是胶衣厚度偏差大,或测厚仪选取的锯齿区间与实际厚度不符。解决办法:更换对应厚度区间的测厚仪,若仍有多齿浸润,说明胶衣厚涂,立即用刮板刮除多余胶衣,流平后再次测量;若仅少量锯齿浸润且无相邻未浸润锯齿,说明胶衣薄涂,补涂后测量。
(二)凭经验喷涂,为何仍会出现胶衣厚度不均?
胶衣厚度受多种可变因素影响,即使是资深操作人员,也无法精准把控:喷嘴磨损会导致出胶量不均,泵压波动会影响雾化效果,胶衣粘度随温度变化会改变流平性,喷枪移动速度微小偏差也会导致厚度差异,因此必须通过测厚仪多点测量,不可仅凭经验判断。
(三)胶衣湿膜厚度达标,固化后干膜厚度却偏薄,是什么原因?
主要原因有两点:一是胶衣粘度偏低,施工后流挂严重,导致局部胶衣流失;二是施工环境风速过大,胶衣中的苯乙烯快速挥发,湿膜收缩。解决办法:调整胶衣粘度,添加触变剂防止流挂;施工时关闭门窗,避免大风直吹,必要时搭建防风围挡。
(四)模具拐角、弧形部位测量时,测厚仪无法垂直压入,如何保证测量精度?
针对异形部位,选用小型迷你湿膜测厚仪(锯齿更细、体积更小),尽量保持测厚仪与基材表面垂直,若无法完全垂直,适当减小按压力度,多次测量取平均值;同时在异形部位施工时,适当降低喷枪移动速度,减少胶衣流挂,保证厚度均匀。
(五)多次测量后,胶衣表面出现划痕,影响外观,怎么办?
测量时胶衣未凝胶,测厚仪按压会留下轻微划痕,若划痕明显,核心是测量时机过晚,胶衣已开始流平凝胶。解决办法:在胶衣施工后 1-3 分钟内快速完成测量,测量后用毛刷轻轻梳理划痕处胶衣,利用胶衣流平性自动修复;若划痕无法修复,待表干后薄涂一层胶衣修整。
(六)不同批次胶衣,相同施工参数下厚度却不同,如何处理?
不同批次胶衣的粘度、触变性存在细微差异,即使设备参数不变,出胶量、流平性也会不同。解决办法:每批次胶衣施工前,先做小样试喷,用测厚仪测量厚度,根据结果微调喷枪移动速度或泵压,确定适配参数后再进行正式施工。
八、总结
胶衣厚度的精准测量与均匀把控是保证玻璃钢模具 / 制品表面质量和防护性能的关键,湿膜测厚仪是施工现场的核心测量工具,需在胶衣施工后立即多点测量,模具胶衣湿膜厚度推荐 0.7-0.8mm,产品胶衣推荐 0.4-0.5mm,固化后干膜厚度为湿膜的 60%-70%。
胶衣厚度不可凭经验判断,喷嘴状态、泵压、粘度、温度等多种因素都会影响厚度,需通过标准化的喷涂 / 涂刷操作把控均匀性,喷涂采用交叉工艺、匀速移动喷枪,涂刷采用薄涂多遍、刻度刮板施工。固化后可通过干膜测厚仪复检,发现厚度偏差及时修整。
从测量到施工,每一个细节的把控都能有效避免胶衣过薄、过厚、不均等问题,减少固化后针孔、开裂、破损等缺陷,提升玻璃钢制品的整体质量和使用寿命。





