复合材料成型工艺大全(行业通用)
 材料号
•
🎯博客 •
•
阅读 123
材料号
•
🎯博客 •
•
阅读 123
一、工艺选择核心原则
- 工艺选择依据:生产成本、投资规模、劳动力成本、产品质量要求、生产批量。
- 基本规律:低资本投入通常对应高劳动力成本,高资本投入通常对应低劳动力成本。
二、主流制造技术详解
1. 开放式模具手工铺层
- 定义:在单侧开放模具上人工完成铺料与浸胶的基础工艺。
- 特点:资本投入低、人工成本高、操作简单、应用广泛。
- 流程:喷涂胶衣凝胶涂层→涂刷树脂→铺放增强材料→手工滚压浸透→逐层铺至目标厚度→固化脱模→修剪→后固化。
- 质量:质量一般,树脂含量高,强度重量比较低。
- 适用:小批量、低成本、对强度要求不高的制品。
2. 真空袋辅助手工铺层
- 定义:在手工铺层基础上增加真空加压的改良工艺。
- 特点:投资小幅增加、性能大幅提升、可达到航空级质量。
- 流程:胶衣与浸胶同手工铺层→密封真空袋→抽真空排出空气与多余树脂→固化成型。
- 优势:树脂含量更低,制品致密,强度重量比显著提高。
- 适用:小批量生产、样品试制、对性能有较高要求的构件。
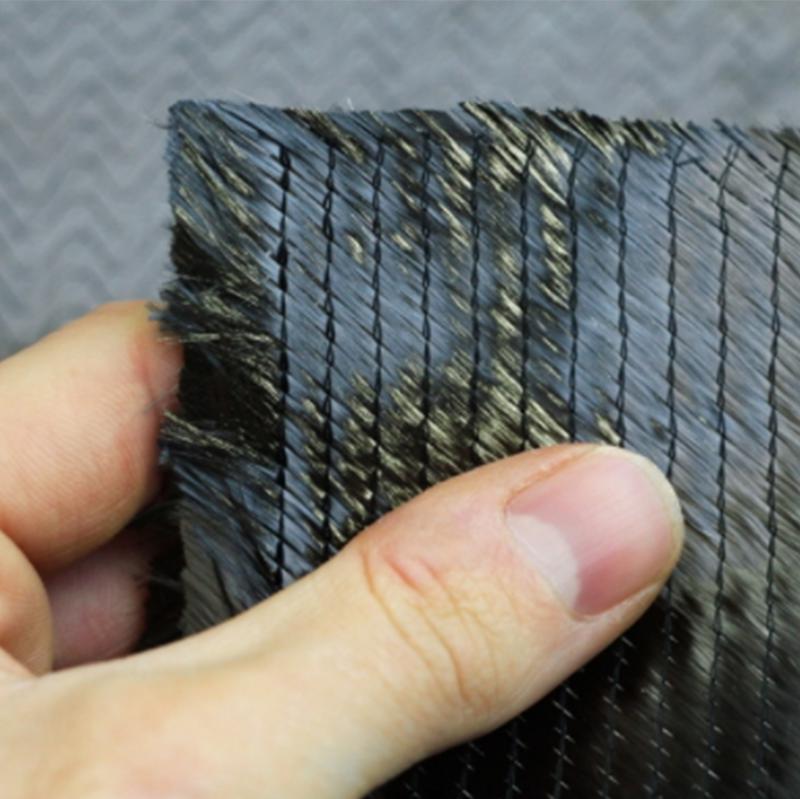
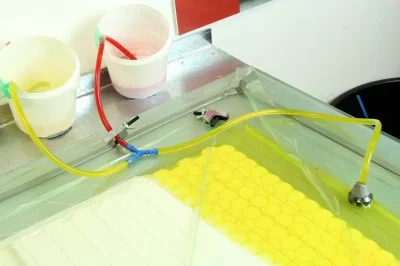
3. 树脂灌注
- 定义:先干铺增强材料,再通过真空吸力导入树脂的成型方法。
- 特点:质量稳定、树脂含量极低、强度高、重复性好。
- 流程:干铺增强材料→密封模具→抽真空检查气密性→吸入树脂与固化剂→借助流动织物与螺旋管均匀浸透→固化。
- 适用:高性能复合材料构件、航空航天相关部件。
4. 喷射式
- 定义:将短切纤维与树脂同时喷射沉积在开放模具的成型工艺。
- 特点:投资低、效率高、适合大批量生产。
- 流程:模具预处理→同步喷射树脂与短切纤维→沉积至目标厚度→固化。
- 质量:质量一般,树脂占比高。
- 适用:低价民用制品、大批量低成本部件。
5. RTM 与 VARTM
- 定义:RTM 为闭模注射成型,VARTM 为真空辅助 RTM。
- 特点:资本投入高、质量优异、重复性极高、适合大批量。
- 流程:放置增强材料或预制件→合模→注射树脂→排气浸透→固化脱模。
- 优势:两面光滑,尺寸精度高,可自动化生产。
- 适用:汽车、工业、高品质结构件批量制造。
6. 轻质 RTM
- 定义:结合 RTM 与树脂灌注特点的低成本闭模工艺。
- 特点:模具成本低于 RTM、可制造大尺寸制品、注射压力低。
- 流程:复合材料对模→真空密封合模→低压注入树脂→固化。
- 适用:大型复合材料构件、中等批量生产。
7. 热压成型
- 定义:使用预浸料在加热金属对模中高压固化的工艺。
- 特点:制品致密、性能优异、设备投资高。
- 流程:铺放预浸料→合模加热加压→树脂熔融浸透→固化成型。
- 关键:预浸料为 B 阶段部分固化材料,受热后再次流动。
- 适用:航空、高端工业结构件。
8. 冷 / 温压成型
- 定义:常温或中温低压成型的简化热压工艺。
- 特点:投资低、模具可用复合材料、适合小批量。
- 流程:铺料手工浸胶→合模低压→部分固化后适当升温升压→固化。
- 注意:过早加压升温会导致树脂流失,造成缺胶。
- 适用:小批量、低成本结构件。
9. 纤维缠绕
- 定义:将浸渍树脂的连续纤维缠绕在芯轴上成型。
- 特点:连续纤维强度高、质量好、成本较低、设备投资高。
- 流程:纤维过树脂浴→缠绕芯轴→固化→抽拔芯轴。
- 不足:树脂含量偏高,纵向增强受限。
- 适用:管道、压力容器、储罐。
10. 拉挤成型
- 定义:连续牵引纤维通过浸胶与加热模具,生产固定截面型材。
- 特点:连续生产、效率高、成本低、质量稳定、投资高。
- 流程:纤维与毡带牵引→浸胶→进入加热模具成型固化→定长切割。
- 不足:横向增强布置困难。
- 适用:建筑型材、工业型材、无限长度构件。
11. 高压釜
- 定义:真空袋封装后在高温高压密闭设备中固化的顶级工艺。
- 特点:设备投资极高、质量无可替代、航空航天级。
- 流程:铺预浸料→真空封装→入釜加热加压→排出空气与余脂→固化冷却。
- 参数:温度 120–180℃,压力 3–8 大气压,周期短。
- 适用:航空航天、军工、F1 赛车等高要求领域。
三、补充知识
- 树脂含量影响:树脂含量越低,制品强度重量比越高,性能越好。
- 模具类型:开放模具成本低,制品单面光滑;闭合模具精度高,制品双面光滑。
- 预浸料优势:树脂含量精准,浸渍均匀,适合高性能成型,但成本更高。
- 工艺等级划分:民用普通级(手工铺层、喷射)、工业高性能级(真空袋、灌注、RTM)、航空航天顶级(高压釜、热压)。
四、案例说明
- 民用卫浴制品案例:采用开放式模具手工铺层与喷射工艺,设备投入低,生产效率高,适合大批量低成本制造浴缸、淋浴房底座。
- 风电叶片案例:采用树脂灌注工艺,保证制品均匀低树脂含量,强度高,满足大型叶片结构性能要求。
- 航空航天结构件案例:采用高压釜工艺与热压成型,保障极致致密度与力学性能,满足飞机与航天器严苛标准。
- 建筑支撑型材案例:采用拉挤成型工艺,连续自动化生产,截面复杂,长度不限,成本低廉,适合大规模建筑使用。
五、常见问题
- 问:小批量试制优先选择哪种工艺?答:优先选择真空袋辅助手工铺层,投入不高且性能可靠。
- 问:追求最高质量应选用什么工艺?答:高压釜工艺,可提供行业顶级的致密度与力学性能。
- 问:大批量低成本制品适合什么工艺?答:喷射式或开放式模具手工铺层,设备投入低,生产速度快。
- 问:树脂灌注与真空袋铺层的主要区别是什么?答:真空袋是先浸胶再抽真空,树脂灌注是先干铺再吸树脂,后者树脂含量更低、性能更均匀。
- 问:拉挤成型为何难以做横向增强?答:纵向牵引的工作方式导致横向纤维难以稳定铺设与固定。
- 问:冷温压成型为什么不能过早加压升温?答:会将未固化树脂大量挤出,造成制品缺胶、强度下降。
材料号
为复合材料装业者服务——
专注为复合材料从业者提供专业配套服务,涵盖材料供应、工艺指导、耗材设备选型,助力企业及从业者稳健发展。