本文详细介绍使用聚酯材料修复船舶螺丝孔的三种实用方法,按小孔、中孔、大孔分级施工,包含材料工具、步骤、固化、打磨与抛光流程,补充施工要点、应用案例和常见问题,适合船舶 DIY 维修与防水密封使用。
船舶上多余的螺丝孔可使用聚酯树脂、纤维填料、玻璃纤维毡分层修补,按孔径大小选择对应方案,即可实现密封、防水、平整、高强度的修复效果。
一、三种修复方法适用孔径
小孔:直径≤5mm,直接用聚酯面漆填充。
中孔:直径 4–15mm,使用聚酯纤维填料修补。
大孔:直径≥12mm、需水密结构,采用玻璃纤维层压修复。
二、方法一:小孔修复(≤5mm)
适用场景:小螺丝孔、浅钉孔、细小通孔。
施工步骤
- 用埋头钻清理孔口,去除灰尘与松动部分。
- 孔口下方贴遮蔽胶带,防止树脂流失。
- 调配聚酯面漆,加入2.5%–3% MEKP 固化剂。
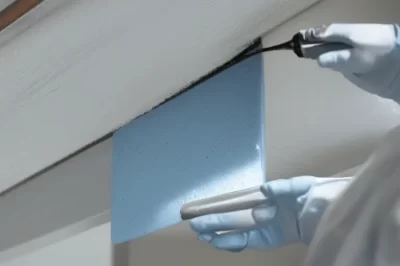
- 将面漆填满孔洞并略微凸起,预留收缩量。
- 常温固化约 1 天,温暖环境可缩短至数小时。
- 依次用 P320–P2000 砂纸打磨至平整。
- 使用抛光剂抛光,恢复表面光泽。
所需材料:聚酯面漆、MEKP 固化剂、砂纸、抛光剂、遮蔽胶带。
三、方法二:中孔修复(4–15mm)
适用场景:常用螺丝孔、配件拆卸后孔洞。
施工步骤
- 用埋头钻倒角清理,保证孔壁干净粗糙。
- 调配聚酯纤维填料,填入孔洞并压实。
- 等待填料完全固化,打磨预留 0.5–1mm 面漆层空间。
- 调配聚酯面漆,加入2% MEKP 固化剂,均匀覆盖。
- 固化后逐级打磨至光滑,最后抛光。
所需材料:聚酯纤维填料、聚酯面漆、MEKP 固化剂、砂纸、抛光工具。
四、方法三:大孔层压修复(≥12mm)
适用场景:大孔径、水线以下、需结构强度、要求水密的孔洞。
施工步骤
- 按1:10 斜角打磨孔边,扩大粘接面。
- 孔背用纸板、木板或胶带做临时支撑。
- 裁剪玻璃纤维毡,尺寸由小到大备用。
- 调配聚酯层压树脂,加入2% MEKP 固化剂。
- 先贴最大玻纤毡,浸透树脂并消泡,逐层叠加。
- 固化 4–6 小时后打磨,预留面漆空间。
- 刮涂聚酯面漆,固化后逐级打磨抛光。
所需材料:聚酯层压树脂、玻璃纤维毡 225g/㎡、面漆、MEKP 固化剂、砂纸。
五、通用施工要点
固化剂比例:面漆 2.5%–3%;层压与填料约 2%。
固化时间:常温约 4–24 小时,温度越高固化越快。
打磨顺序:粗磨 P320/P400 → 中磨 P600–P1000 → 精磨 P1500/P2000。
防水关键:大孔与水线以下必须做层压结构,不可只用面漆。
施工安全:佩戴丁腈手套,保持通风,远离明火。
六、补充相关知识
聚酯面漆作用:表面封闭、着色、找平、提供光滑外观。
纤维填料作用:收缩率低、强度高,适合中等孔洞填充。
玻璃纤维层压作用:恢复结构强度,实现水密、耐压、耐用。
为什么要倒角:扩大粘接面积,避免修补层脱落、开裂。
七、应用案例
- 游艇旧支架螺丝孔:使用面漆直接填充,打磨后无痕。
- 船舶设备拆除孔:用纤维填料修复,强度高、不塌陷。
- 船体穿线大孔:玻璃纤维层压修复,保证水密与结构安全。
- kayak、小船螺丝孔:按孔径选择对应方法,快速修复漏水点。
八、常见问题
- 问:修复后的螺丝孔还能再上螺丝吗?答:可以,但建议重新钻孔,避免在修补位置直接受力。
- 问:水线以下能用面漆直接修吗?答:不能,必须用玻璃纤维层压 + 聚酯树脂,保证长期防水。
- 问:MEKP 固化剂加多或加少会怎样?答:加多固化快、易开裂;加少不固化、表面发粘。
- 问:为什么修复后表面会凹陷?答:树脂有收缩性,施工时需略微高出表面,打磨后刚好平整。
- 问:聚酯修复可以用在木质船上吗?答:可以,但木质表面需先干燥、打磨、清洁,提升附着力。
- 问:没有抛光机可以手工抛光吗?答:可以,用抛光布配合抛光剂手工打磨,也能达到光滑效果。