
手糊玻璃钢制作教程(玻璃钢手糊成型工艺图例)
最简单的成型工艺,产品开发周期快,模具制造简单,成本相对较低。

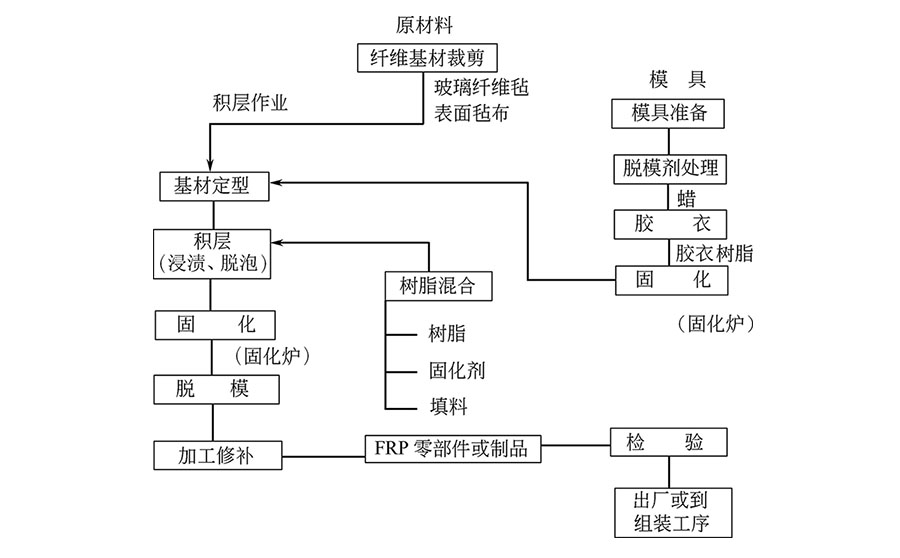
手糊成型工艺流程图
手糊成型
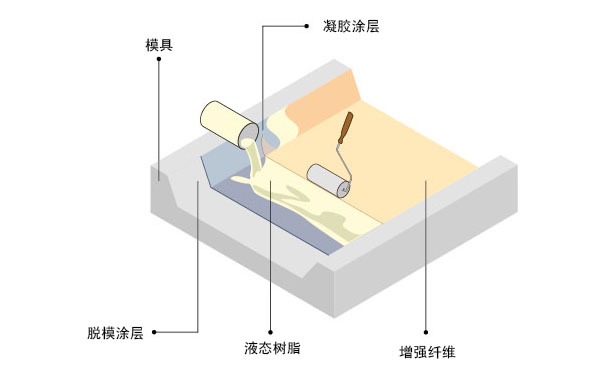
用手工或在机械辅助下将树脂(UP、EP)与增强材料铺覆在模具上,固化成型复合材料制品的一种方法。手工铺层适用于大型FRP产品的小批量生产,例如船壳、车辆外壳和轨交内饰件等等。将着色凝胶涂层喷涂到模具上以获得高质量的表面。当凝胶涂层固化后,将玻璃增强垫和/或编织粗纱放入模具中,然后浇注、刷涂或喷涂催化树脂。然后,手动辊压去除夹留的空气,压实复合材料,并用树脂彻底润湿增强材料。为了增加厚度,可增加额外的垫子或编织粗纱和树脂层。催化剂或促进剂在树脂体系中引发固化,无需外部热量即可硬化复合材料。
优点
- 适合少量生产。
- 可室温成型,设备投资少,模具折旧费低。
- 可制造大型制品和形状复杂产品。
- 树脂和增强材料可自由组合,易进行材料设计。
- 可采用加强筋局部增强,可嵌入金属件。
- 可用胶衣层获得具有自由色彩和光泽的表面(如开模成型则一面不平滑)。
- 玻璃纤维含量较喷射成型高。
缺点
- 属劳动密集型生产,产品质量由工人熟练程度决定。
- 玻璃纤维含量不可能太高;树脂黏度较低才易手工操作,溶剂/苯乙烯含量高,力学与热性能受限制。
- 手糊用树脂分子量低,通常可能较分子量高的树脂有害于人的健康和安全。
- 产品只有贴模具一面光滑,另一面不光滑。
原材料
树脂
为您的复合材料部件选择合适的树脂或涂层非常重要,因为它会将您的部件固定在一起或成为成品表面。例如,树脂有助于将机械载荷从增强织物的纤维传递到整个复合材料部件。而聚酯凝胶涂层是玻璃纤维零件制造和维修中最常用的表面涂层。 对树脂要求:- 能够配制成粘度适宜的胶液、并能在较低的温度下凝胶并固化。
- 固化时无低分子物产生、无毒或低毒、价廉。
- UP(不饱和聚酯树脂):工艺性能好,价格便宜,制品性能满足大部分使用要求,应用广泛;
- PF(酚醛树脂):具有优异的阻燃性能,适用于对阻燃性能要求极高的场合,如飞机、船舶、公共场所的内装饰材料;
- EP(环氧树脂):主要用于对力学性能要求较高的复合材料制品。
增强纤维
选择正确的增强织物对于成品零件的成功至关重要。玻璃纤维往往是“通用”的选择,而凯夫拉尔®纤维具有高耐磨性,碳纤维具有无与伦比的强度重量比,这对赛车和航空航天工业至关重要。- 无捻粗纱:主要用于喷射成型中填充死角或局部增强。
- 无捻粗纱布:为常用玻纤织物,易被树脂浸润,增厚效率高
- 短切原丝毡(手糊常用):浸润性好,气泡容易排除
- 加捻布:有平纹、斜纹、缎纹、单向布等,常用斜纹,制成的FRP比无捻布强度高。
脱模剂
在用模具甚至模具本身制造零件时,应用脱模剂是该过程中的重要步骤。 脱模剂有两个基本用途:- 脱模剂在树脂层和模具表面之间起到脱模的作用,因此可以在不损坏零件或模具的情况下去除固化的零件。
- 如果应用得当,脱模剂有助于为成品零件创造耐用、高光泽的表面光洁度。
- 薄膜型:聚酯膜、PP、PE、聚四氟乙烯膜等;
- 溶液型:如:过氯乙烯粉5-10份,甲苯和丙酮(1:1)90-95份;
- 油膏石蜡型脱模剂:硅脂、黄干油、凡士林、石蜡、汽车上光蜡。
填料
降低固化收缩率和热膨胀系数;改善制品性能;增粘或赋予触变性;降低成本。 常用CaCO3、石棉、铝粉(提高冲击强度)、石英粉、Al2O3粉、TiO2(提高粘附力)、金属粉、三氧化锑、触变剂
赋予树脂触变性。触变性:在混合、搅拌、涂刷等动作状态下,树脂粘度变低,而静止时粘度又变高的现象,如气相二氧化硅(白炭黑或硅粉)。设计事项
用手糊生产因树脂固化收缩,形状易产生变化,其原因是复杂的。有时难以给出明确的解释,其中有原材料选择,成型过程控制方面的原因(如固化剂的用量和固化温度),也有制品形状、铺层构成、积层厚度变化、胶衣层厚度、拐角半径R、补强材料的材质和配置等方面的原因,这些都是设计上的重要原因。在设计时必须充分考虑这些问题。- 对于可能产生变形的平面,应选取提高断面二次惯性力矩的形状。
- 拐角半径尽可能大些,壁厚均匀些。
- 与箱形制品及棱角部位相连的平面,因棱角收缩产生应力易凹曲,稍微设计一点弧度是有效的。
- 厚度急剧变化的部位易引起应力集中,应使壁厚平稳变化。
- 脱模锥度最好在3°以上。
- 厚度的尺寸精度不能用机加工的概念给出,但技术很高的工人可以把一层毡的厚度相当精确地做出来。设计时要计算出不同牌号毡的标准厚度。还必须同积层构成图一起标出。
- 制品的尺寸精度以模具面为基准来表示。
成型工艺流程
- 模具准备——三步法:清洁模具(模具清洗剂-清洁和防止粘黏)→封孔处理(封孔剂-提高表面光洁度)→脱模处理(膏蜡或化学脱模剂)。
- 胶衣凝胶涂层——提供装饰性表面和遮盖纤维纹理。
- 层压积层——待胶衣层凝胶后,在阳模或阴模上铺放增强材料(表面毡、短切原丝毡、无捻粗纱布等),用滚子及毛刷等涂布混有固化剂的树脂,使树脂浸渍增强材料并驱除气泡、压实积层,铺层操作反复进行,直至达到制品的设计厚度。树脂进行聚合反应,常温固化,也可加热加速固化。
- 脱模,切割和或后固化处理。
作业管理
手糊成型的制品质量因人而异,且分散性较大,因此尽可能使作业标准化,给出必要的作业标准或作业程序。对于流程图中的每一项都应列出标准,当出现次品及缺陷时要制订对策。 一般作业标准示例| 步骤 | 名目 | 指标 | 事项 |
|---|---|---|---|
| 1 | 材料准备 | 树脂:JP聚 ×××× ××kg GF:EM#450-100 ××m 胶衣树脂:JRPG涂层# 00 ×kg | 制造,记录lot编号 制造,记录lot编号 制造,记录lot编号 |
| 2 | 模具准备 涂脱模剂 | 检查、修复模具表面伤痕 脱模剂:使用××蜡 | 处理后全面检查 |
| 3 | 胶衣 胶衣固化 | 涂刷量:××kg/m2(全部××kg) 涂刷后:××min凝胶 | 作业手册 |
| 4 | 基材剪切 | 剪切方法 | |
| 5 | 积层 | 积层构成SM-M450×3-RC570 | 作业手册 |
| 6 | 固化 | 固化炉:50℃,120min | |
| 7 | 脱模 | 冷却至常温,空气压脱模 | 脱模后固定在防止变形的支架上 |
| 8 | 切毛边 | 按照模具边线切断 | 打磨切断面 |
| 9 | 开孔 | 按照钻模使用钻头 | 使用 N×××钻模 |
| 10 | 检查 | 外观检查:全检 尺寸检查:抽样检查 10% | 根据外观标准 在公司检查表中记录 |
| 11 | 修理 | 胶衣:修补,水磨,抛光,上蜡,再检查 | 作业手册 在公司检查表中记录 |
产品产生缺陷的原因及对策
胶衣的缺陷及对策
| 问题 | 现象↘ | 解决方案→ | |||
|---|---|---|---|---|---|
| 缩孔状凹斑 | 部分树脂太多局部厚度变化 | 拐角处树脂易厚,注意树脂下淌,加强筋、凸起等,积层部完全固化后再粘接 | |||
| 颜色不均 | 颜料沉淀 | 使用前搅拌好 | |||
| 异物混入 | 胶衣树脂内有异物,模具表面有尘埃 | 树脂保管好,模具表面擦净 | |||
| 光泽不好 | 模具表面不光,脱模蜡擦涂不好 | 模具充分准备好 | |||
| 裂纹 | 厚度不均,过固化脱模时变形 | 均匀喷涂,调整喷枪喷射距离, 调整喷射直径、固化温度、时间选择脱模剂修正脱模器的位置,提高制品边缘刚性 | |||
| 针孔 | 树脂黏度过大 喷涂树脂雾太大喷枪型号不适当树脂收缩喷涂量不适当 | 使用低黏度树脂调整喷枪喷头空气除湿,使用分油器调整一次喷涂厚度 | |||
| 剥离 | 厚度不均过固化 | 喷涂均匀固化温度、时间要适当 | |||
| 龟裂 | 固化不良或在凝胶过程中再次喷涂 | 防止喷涂不均,防止树脂雾沫中混入水分,防止苯乙烯单体蒸发滞留 等,用未固化树脂再次喷涂 | |||
树脂积层的缺陷及对策
| 问题 | 现象↘ | 解决方案→ | |||
|---|---|---|---|---|---|
| 空洞 | 积层技术不熟练 | 非常仔细地浸渍、脱泡 | |||
| 白化 | 一次积层量太大固化速度过快 | 一次积层量要适当固化剂、促进剂加入量要适当 | |||
| 树脂过量 | 积层技术不熟练 | 每层基材的树脂用量适当 | |||
| 变色 | 因固化发热烧变色固化速度过快 | 固化剂、促进剂加入量要适当一次积层厚度要适当 | |||
| 固化不良 | 固化剂混合不好混入水分、溶剂 | 固化剂、促进剂充分搅拌玻璃纤维基材、毛刷、滚子不要有水分 | |||
| 裂纹 | 局部树脂过多 | 应特别注意拐角部位的树脂量 | |||
| 皱褶厚度不均 | 毡积集、错位毡局部重叠 | 仔细地积层作业,恰当的树脂含量 | |||
| 翘曲 | 树脂收缩,因修理引起内部应力释放 | 固化速度要适当,固化要完全,修边设计要少,在支架上固定之后再降温 | |||
| 变形 | 模具本身变形,脱模后放置不好 | 保持模具不变形,脱模后的产品要平放 | |||
生产效率和经济性
手糊成型的生产效率手糊成型顾名思义是作业者用手工制作的方法,其生产效率因制品大小、厚度、形状复杂情况、要求精度不同而不同,另外还因使用的原材料工艺性能好坏、小量制作还是大量生产也不同,特别是同作业环境,作业标准的准备情况,有没有熟练工人参与生产等都有较大差异。 显然,大型制品每工时的生产率,每天的积层重量都大,但模具周转率低,模具的折旧费相对提高。另外,即使工时少,但与模具运转时间相加仍有作业时间的损失。如何把这些时间有效地分配在辅助作业中,对生产率和成本是有影响的。 除此之外,还必须有模具准备、树脂混合、纤维基材剪切、修整等后加工以及检验、修补、包装、出厂等的辅助作业的必要时间。典型产品
玻璃钢船艇、风力发电机叶片、游乐设备、冷却塔壳体、建筑模板和车辆外壳等。作者简介:为复合材料创业者服务
版权声明:本文由 [ 材料号 ] 投稿发布,本站仅提供信息存储服务,不拥有所有权,不承担相关法律责任。如侵犯到您的权益,请联系举证。一经查实,本站将立刻删除。
纤维增强混凝土——纤维增强混凝土的类型、性能和优点
« 上一篇
2023年12月22日 15:42
玻璃钢格栅盖板标准规范
下一篇 »
2023年12月22日 15:42