本文详细介绍了玻璃钢打磨的完整操作步骤,同时补充了打磨所需工具、专业操作技巧及常见问题解答,助力规范完成玻璃钢打磨作业,提升其表面光洁度与外观质感。
玻璃钢,也称为玻璃纤维增强塑料(Fiberglass Reinforcement Plastic,FRP),是一种由玻璃纤维和树脂组成的复合材料,被广泛应用于建材、化工、交通等多个领域。打磨是玻璃钢加工中的重要工序,能有效改善其表面光洁度、平整度与外观,还能为后续的喷漆、粘接等工序奠定良好基础,以下为玻璃钢打磨的标准操作步骤、专业要点及常见问题解答。
一、玻璃钢打磨标准操作步骤
1. 清洁表面
打磨前需对玻璃钢表面进行彻底清洁,选用专用的除油清洁剂配合清水擦拭,去除表面的灰尘、油污、脱模剂及其他污垢,清洁后将表面自然风干或用干布擦干,确保表面无水分、无杂质,避免打磨时杂质造成表面划痕。
2. 粗磨
粗磨的核心作用是去除玻璃钢表面的毛刺、飞边、凹凸不平处及成型瑕疵,选用80-120 目砂纸或电动砂轮进行操作,手动打磨时沿玻璃钢表面的纹理方向均匀移动,电动工具需控制转速与打磨力度,避免因打磨过度造成材料损耗;粗磨过程中可适时用手触摸表面,检查平整度,直至表面基本平整后结束粗磨。
3. 中磨
中磨是粗磨与细磨的过渡工序,用于消除粗磨产生的深划痕,进一步提升表面平整度,选用240-320 目砂纸进行操作,操作方式与粗磨一致,保持打磨方向统一,打磨后用毛刷清理表面的磨屑,检查表面是否存在未消除的粗磨痕迹,若有则针对性补磨。
4. 细磨
细磨的目的是消除中磨的浅划痕,让玻璃钢表面达到细腻的质感,为后续抛光做准备,选用400-600 目砂纸,可采用干磨或水磨方式(水磨效果更佳,能减少磨屑飞扬且划痕更浅),水磨时边打磨边用清水冲洗表面,磨至表面手感光滑、无明显划痕即可。
5. 抛光
抛光是提升玻璃钢表面光泽度的关键步骤,需根据玻璃钢的使用需求选择抛光材料:普通光泽要求选用通用研磨膏,高光泽要求可选用镜面抛光液;将抛光剂均匀涂抹在玻璃钢表面,配合羊毛抛光布、海绵抛光轮进行抛光,手动抛光沿圆周方向反复擦拭,电动抛光工具控制转速在 1500-3000 转 / 分钟,直至表面呈现光滑、均匀的亮光效果。
6. 清洁和保护
抛光完成后,立即用清水冲洗玻璃钢表面,彻底去除残留的磨屑、抛光剂,用干布擦干并自然晾干;为提升玻璃钢表面的耐久性、防刮性与耐腐蚀性,晾干后可根据使用场景涂抹专用保护剂、清漆或树脂涂层,涂抹时保证薄厚均匀,避免出现流挂、起皱现象。
二、玻璃钢打磨专业工具与操作技巧
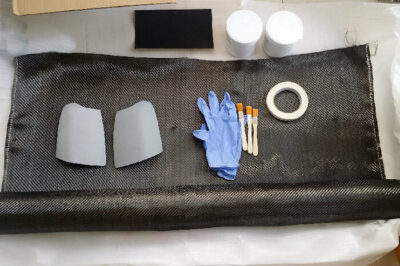
1. 常用打磨工具
- 手动工具:不同目数的耐水砂纸、砂纸架、毛刷、清洁布、抛光棉;
- 电动工具:角磨机、直磨机、抛光机,搭配砂轮片、打磨盘、抛光轮等配件;
- 辅助材料:除油清洁剂、研磨膏、抛光液、玻璃钢专用保护剂、清水。
2. 核心操作技巧
- 打磨时始终保持力度均匀、方向统一,避免忽轻忽重造成表面高低不平,电动工具需与表面保持 30°-45° 夹角,防止局部打磨过度;
- 水磨适用于细磨和抛光工序,能有效减少划痕,且磨屑随水冲走,保持操作环境清洁,干磨需做好防尘措施;
- 砂纸目数需逐步提升,不可直接从粗目数跳至细目数,否则无法消除前期的打磨痕迹;
- 抛光剂需少量多次涂抹,避免一次性涂抹过多造成抛光不均,抛光后及时清理残留,防止干结在表面。
三、玻璃钢打磨安全注意事项
- 打磨过程中会产生玻璃纤维磨屑与树脂粉尘,必须佩戴防尘口罩、护目镜、丁腈手套,穿长袖工作服,避免磨屑接触皮肤、吸入呼吸道或进入眼睛;
- 使用电动打磨工具前,检查工具的线路、配件是否完好,操作时严格遵守工具使用规范,防止触电、工具伤人;
- 操作环境保持通风良好,若在密闭空间打磨,需安装排风设备,及时排出粉尘;
- 打磨后的磨屑需集中收集处理,不可随意丢弃,避免玻璃纤维磨屑污染环境。
四、玻璃钢打磨常见问题及解决方法
1. 打磨后表面出现深划痕,无法通过细磨消除
原因:粗磨时砂纸目数过粗、打磨力度过大,或磨屑卡在砂纸中造成二次划痕;
解决方法:用 240 目砂纸对划痕处针对性轻磨,逐步提升至 600 目砂纸细磨,消除划痕后再进行抛光,打磨过程中及时清理砂纸表面的磨屑,定期更换砂纸。
2. 抛光后表面光泽度不均,出现发花现象
原因:抛光剂涂抹不均、抛光力度不一致,或表面存在未消除的细划痕;
解决方法:用 600 目砂纸对发花处轻磨一遍,清理干净后重新少量多次涂抹抛光剂,保持抛光力度与速度均匀,直至表面光泽统一。
3. 打磨后玻璃钢表面出现局部凹陷
原因:电动工具打磨时转速过高、局部停留时间过长,造成材料过度打磨;
解决方法:轻微凹陷可用玻璃钢专用修补膏填补,待膏体固化后,从 240 目砂纸开始重新打磨、抛光;凹陷严重时需用树脂配合玻璃纤维布进行修补,固化后再进行后续加工。
4. 保护剂涂抹后出现流挂、起皱
原因:保护剂涂抹过厚、环境温度过低或通风不良,导致固化速度过慢;
解决方法:用刮刀将多余的保护剂刮除,待表面干燥后,用细砂纸轻磨流挂、起皱处,重新薄涂一层保护剂,保持操作环境温度在 15-25℃,并保证通风良好。
五、不同场景玻璃钢打磨的特殊要求
- 装饰用玻璃钢:对表面光泽度与平整度要求高,细磨需选用 800-1000 目砂纸,抛光采用镜面抛光液,后续需涂抹高透明清漆保护;
- 工业用玻璃钢(如化工设备、管道):重点保证表面平整度,无需过高光泽度,打磨后做好防腐涂层处理,提升耐腐蚀性;
- 粘接用玻璃钢:打磨后无需抛光,保持表面一定的粗糙度(320-400 目砂纸打磨效果最佳),增强粘接面的附着力,打磨后及时清洁,避免油污污染粘接面。