本文详细介绍了玻璃钢桥架弯头制作所需的材料、工具,分步讲解了具体制作流程,同时补充了相关专业知识与常见问题解答,为玻璃钢桥架弯头的制作提供实操性指导与专业参考。
一、制作前准备:材料与工具
(一)核心材料
- 玻璃纤维增强塑料(玻璃钢)板材
- 玻璃纤维增强塑料专用胶水
- 玻璃纤维增强塑料固化剂
(二)专用工具
- 定制钢模具(匹配桥架弯头设计尺寸、角度)
- 切割工具(型材锯、电动切割机等)
- 打磨工具(角磨机、砂纸,含粗、细目砂纸)
- 清洁工具(工业清洁剂、无尘布、高压气枪)
(三)防护装备
- 防化手套、防尘防毒口罩、护目镜
- 防静电工作服、防滑鞋(可选,根据作业环境)
二、玻璃钢桥架弯头标准制作步骤
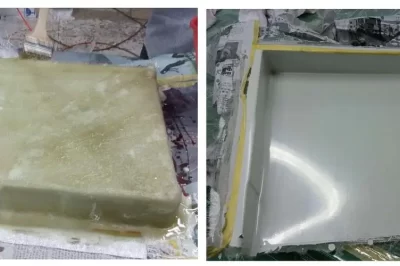
- 模具准备:根据桥架工程设计要求,调试好对应规格、角度(常见 90°、45°、30°)的钢模具,检查模具表面平整度,清洁模具无油污、杂质,可提前涂抹脱模剂方便后续取件。
- 安全防护:全程佩戴好手套、口罩、护目镜等个人防护装备,在通风良好的作业区域开展制作工作。
- 板材切割:根据弯头展开图尺寸,用切割工具对玻璃钢板材进行精准切割,切割过程中保持刀具稳定,确保板材边缘平整无毛刺、缺角。
- 边缘打磨:先用粗目砂纸对切割后的板材边缘进行粗磨,再用细目砂纸精细打磨,使边缘光滑过渡,避免后续拼接出现缝隙,同时打磨板材拼接面,提升胶水粘合度。
- 表面清洁:用清洁剂配合无尘布擦拭打磨后的板材表面及拼接处,若有顽固粉尘,可用高压气枪吹净,确保板材表面无尘、无油污、无杂物,否则会影响胶水固化效果。
- 胶料调配:严格按照玻璃钢胶水与固化剂的产品配比说明,在常温环境下混合搅拌,搅拌要均匀无颗粒,调配量根据制作需求把控,避免胶料因固化失效造成浪费。
- 胶水涂抹:用毛刷将混合好的胶料均匀涂抹在板材的接缝处及拼接面,涂抹厚度保持一致,无漏涂、积胶情况,确保粘合部位充分接触胶料。
- 模具成型:将涂抹好胶料的板材快速放入钢模具中,按照设计要求调整板材的弯曲程度、角度及拼接位置,用夹具固定板材,防止固化过程中板材移位,影响弯头精度。
- 胶料固化:根据所使用胶料与固化剂的特性,在规定环境温度下等待自然固化,固化时间一般为 2-8 小时(具体以产品说明为准),固化过程中避免触碰、震动模具。
- 脱模取件:待胶料完全固化后,松开夹具,小心将制作好的玻璃钢桥架弯头从模具中取出,脱模时注意轻拿轻放,防止弯头磕碰损坏。
- 质量检测与修整:检查弯头的外观、尺寸、角度及粘合强度,查看是否有裂缝、缺胶、变形等问题;对表面不平整处、多余胶料进行二次打磨修整,最后清洁弯头表面,完成制作。
三、玻璃钢桥架弯头制作专业知识补充
- 板材选择技巧:制作桥架弯头的玻璃钢板材,应选用无碱玻璃纤维增强的不饱和聚酯树脂板材,板材厚度根据桥架的承载要求选择,一般轻型桥架选 3-5mm,重型桥架选 6-10mm,确保弯头的承重与耐腐蚀性能。
- 模具设计要点:钢模具的精度直接决定弯头质量,模具的弯曲半径应符合《玻璃钢电缆桥架》(JB/T 10216-2013)标准,一般桥架弯头的弯曲半径不小于桥架宽度的 1.5 倍,模具表面需做防锈处理,延长使用寿命。
- 胶料固化关键:胶料固化的环境温度宜控制在 15-25℃,相对湿度不大于 70%;若温度过低,固化时间会延长,可适当提高环境温度,严禁在高温、高湿或露天环境下进行固化作业,防止胶料固化不完全。
- 粘合强度提升:板材拼接面打磨后,可在胶料中加入少量玻璃纤维短切毡,涂抹在拼接处,增强接缝的抗拉、抗折强度,避免弯头在使用过程中出现开胶情况。
四、玻璃钢桥架弯头制作常见问题及解答
1. 制作的弯头出现变形情况,如何解决?
答:弯头变形主要原因是模具固定不牢、板材切割尺寸偏差、固化过程中环境震动。解决方法:固化前用专用夹具将板材牢牢固定在模具上;切割前精准绘制展开图,确保板材尺寸无误;固化过程中保持作业区域安静,避免模具受到震动、碰撞。
2. 弯头接缝处出现开胶、裂缝,是什么原因?
答:主要原因是板材表面清洁不彻底、胶料配比不当、涂抹不均或固化不完全。解决方法:严格清洁板材表面,确保无粉尘油污;按标准配比调配胶料并充分搅拌;均匀涂抹胶料,无漏涂;在规定温湿度下保证足够的固化时间,确认胶料完全固化后再脱模。
3. 切割后的玻璃钢板材边缘有毛刺,打磨后仍有缝隙怎么办?
答:毛刺未打磨干净或打磨方式不当会导致拼接缝隙,可先用角磨机配合砂轮片进行粗磨,将毛刺彻底去除,再用细目砂纸沿边缘顺向打磨,使拼接面呈微粗糙状;拼接时在缝隙处补充少量胶料,并加入玻璃纤维短切毡,填充缝隙的同时增强粘合度。
4. 玻璃钢桥架弯头脱模困难,如何处理?
答:脱模困难多因模具未涂脱模剂、胶料溢胶粘黏模具或固化后弯头与模具贴合过紧。解决方法:模具使用前均匀涂抹玻璃钢专用脱模剂;涂抹胶料时控制用量,避免溢胶;脱模时用橡胶锤轻轻敲击模具边缘,使弯头与模具轻微分离后再取件,切勿强行掰扯。
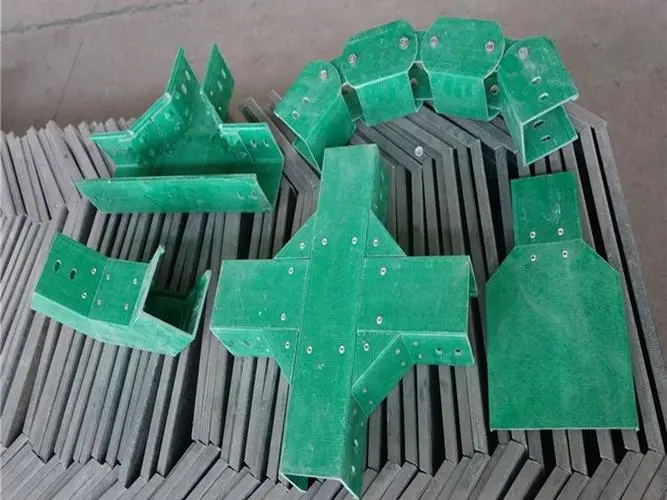
5. 不同角度的桥架弯头,制作时有哪些差异?
答:核心差异在板材展开图设计和模具调试,45°、30° 等小角度弯头,板材切割的斜边角度更小,模具的弯曲弧度更缓;90° 直角弯头需把控好板材的折叠角度,模具的弯曲半径需严格匹配桥架规格,且拼接处的胶料涂抹量可适当增加,确保直角部位的结构强度。
五、注意事项
- 本文制作方法为通用实操流程,实际制作中需根据桥架的设计规范、使用场景及不同品牌的玻璃钢材料、胶料特性调整步骤,严格遵循产品技术手册。
- 制作过程中严格遵守安全生产操作规程,通风不良的作业区域需安装排风设备,避免吸入胶料、粉尘有害气体。
- 制作完成的玻璃钢桥架弯头,需经第三方检测机构检测合格后,方可投入工程使用,检测指标包括尺寸精度、粘合强度、耐腐蚀性能等。
- 剩余的胶料、固化剂需密封保存,远离火源、高温环境,废弃的玻璃钢边角料需按工业固废标准处理,不可随意丢弃。