本文全面介绍涂层漆膜附着力的四大测试方法,包括划圈法、划格法、划 X 法、拉开法,详细说明对应国标、ISO、ASTM 标准、操作步骤、合格判定与应用场景,补充专业知识、现场案例和常见问题,为防腐、防水、地坪、钢结构、汽车涂装等工程提供权威检测依据。
涂层附着力是衡量涂层是否牢固、不脱落、不空鼓、不失效的核心指标,常用划格法、拉开法进行现场与实验室检测,依据国家标准判定是否合格。
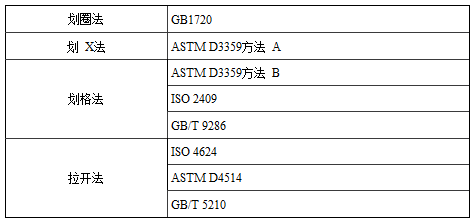
一、涂层附着力四大测试方法与标准
- 划圈法标准:GB 1720适用:实验室检测,不适合现场评级:1 级最好,7 级最差要点:使用划圈仪,按圆滚线划痕,观察漆膜完整度分级。
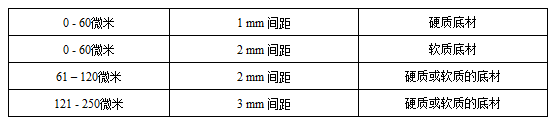
- 划格法(网格法)标准:ASTM D3359 Method B、ISO 2409、GB/T 9286适用:现场快速检测、薄涂层间距:按厚度选择 1mm、2mm、3mm评级:ISO 0 级最好,5 级最差;ASTM 5B 最好,0B 最差
- 划 X 法标准:ASTM D3359 Method A适用:厚涂层(>125μm)要点:划 30°–45° 交叉线,用胶带撕拉,按脱落面积评级。
- 拉开法(拉拔法)标准:ISO 4624、ASTM D4514、GB/T 5210适用:精准检测、防水、防腐、重防腐单位:MPa(牛 / 平方毫米)特点:数据最准确,为工程验收常用方法。
二、划格法详细操作步骤
- 测量漆膜厚度,确定切割间距。
- 垂直切割横竖两道网格,切透至基材。
- 用毛刷清理表面粉尘。
- 粘贴标准胶带,压紧排除空气。
- 在 0.5–1 秒内以 60° 角撕开胶带。
- 用放大镜观察脱落情况,对照等级判定。
三、划 X 法详细操作步骤
- 清洁并干燥涂层表面。
- 用刀具划交叉线,切至基材。
- 粘贴标准胶带,用橡皮擦压实。
- 90 秒内以 180° 撕开胶带。
- 按 5A–0A 判定结果,3A 以上为合格。
四、拉开法详细操作要点
- 将铝合金试柱用环氧胶黏结在涂层表面。
- 完全固化后进行拉拔测试。
- 记录拉力值(MPa)与破坏形式。
- 破坏形式包括基材附着破坏、涂层内聚破坏、胶黏剂破坏。
五、常见工程合格判定标准
- 防腐涂层:≥5.0MPa
- 环氧类涂层:≥3.0MPa
- 水泥 / 防火涂层:≥2.0MPa
- 旧涂层维修:≥2.0MPa可保留
- 混凝土基面:≥1.5MPa
- 划格法:0–1 级为合格
六、典型应用案例
- 钢结构防腐:拉开法≥5MPa 为合格。
- 屋面防水涂膜:划格法 0 级、拉开≥1.5MPa 合格。
- 汽车面漆:现场用划格 + 胶带快速检测。
- 环氧地坪:拉开法≥3MPa 达标。
- 外墙涂料:划格法 1 级以内合格。
七、补充专业知识
划格法适合快速现场筛查,拉开法适合精准验收。
附着力不合格是涂层起皮、脱落、漏水、生锈的第一原因。
厚涂层、重防腐必须用拉开法检测。
八、常见问题解答
- 最常用的现场测试:划格法
- 最精准的测试:拉开法
- 划格法合格等级:0–1 级合格
- 防水涂层合格值:≥1.5MPa
- 厚涂层用什么方法:划 X 法、拉开法
- 测试前要干燥吗:必须完全固化、干净干燥
- 不合格会怎样:脱落、空鼓、开裂、渗漏、生锈
九、总结
涂层附着力测试有划圈、划格、划 X、拉开四种主流方法,对应 GB、ISO、ASTM 国际标准。划格法适合现场快速检测,拉开法适合工程精准验收。合格的附着力是保证涂层防水、防腐、耐磨、长寿的基础,是所有涂装工程必检项目。