本文核心介绍 PP230 高温脱模布的技术参数、材质优势及典型应用场景,明确其在预浸料铺层工艺中的核心价值,补充施工操作规范、选型对比、常见问题解决办法,为高温固化、高精度复合材料成型提供专业指导。
一、PP230 高温脱模布核心技术参数与材质特性
(一)基础技术参数
| 参数名称 | 具体规格 | 核心意义 |
|---|
| 材质类型 | PA66(尼龙 66) | 赋予产品高撕离强度、耐高温性和优异脱模性能,适配高精度成型需求 |
| 最高使用温度 | 230℃ | 满足高温固化工艺(如预浸料、环氧基复合材料)的温度要求,远超普通聚酯脱模布 |
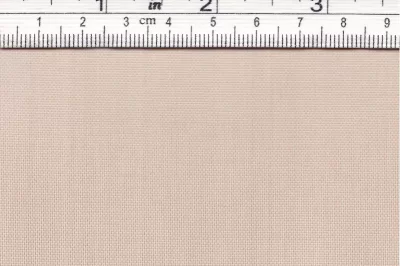
| 克重 | 85±10g/m² | 平衡材料强度与轻量化,既保证施工过程中不易破损,又不额外增加制品重量 |
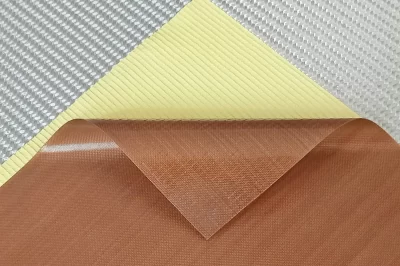
| 结构形式 | 单层编织 | 简化施工操作,同时确保树脂渗透顺畅,不影响制品固化质量 |
| 幅宽 | 1520mm(-0+2%) | 适配多数中小型复合材料制品生产,减少拼接次数,提升施工效率 |
| 外观特征 | 白色基底 + 红色跟踪线 | 白色便于观察树脂浸润状态,红色跟踪线辅助精准裁剪、定位,避免铺设偏移 |
(二)核心材质优势
- 超高耐高温性:230℃最高使用温度,可耐受预浸料铺层、环氧树脂高温固化等工艺的温度环境,高温下不熔化、不变形、不释放有害物质,稳定性远超普通聚酯脱模布;
- 优异脱模性能:尼龙 66 材质表面张力低,与预浸料树脂、环氧 / 聚酯 / 乙烯基酯树脂均无粘结反应,固化后可轻松撕离,无残留、无胶渍,不损伤制品表面精度;
- 高撕离强度:材质本身力学性能优异,撕离时不易断裂、散丝,能完整剥离,避免因脱模布破损导致的制品表面污染;
- 清洁无污染:生产过程经漂洗和高温处理,布面无油污、杂质残留,不会对制品表面造成污染,适配高精度、高洁净度成型需求;
- 良好适配性:单层编织结构柔韧性强,可紧密贴合复杂型面(曲面、拐角、凹槽),无架桥现象,确保制品轮廓精准复刻。
二、PP230 高温脱模布的适用场景与核心作用
(一)典型适用场景
- 核心应用:预浸料铺层工艺(碳纤维预浸料、玻璃纤维预浸料等),是该工艺的专用脱模辅材,适配航空航天、高端模具、体育器材等高精度制品生产;
- 拓展应用:高温固化的复合材料成型工艺(固化温度 150-230℃),如环氧基复合材料、高端玻璃钢制品、汽车轻量化构件等;
- 兼容树脂:完美适配环氧树脂、预浸料专用树脂,同时兼容聚酯树脂、乙烯基酯树脂,适配性广泛。
(二)核心作用
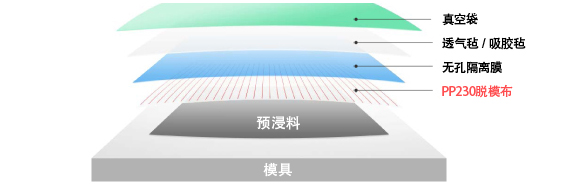
- 隔离防粘:作为制品与模具、真空辅材(透气毡、真空袋膜)之间的隔离层,防止粘连,确保脱模顺畅,保护模具与制品表面;
- 表面保护:避免预浸料铺层过程中纤维移位、树脂污染,同时防止真空辅材直接接触制品表面,避免留下辅材印记;
- 辅助成型:编织结构可引导树脂均匀分布,提升浸润效果,同时在制品表面形成轻微均匀纹路,为后续粘接、涂覆提供良好基底;
- 高温防护:在 230℃高温固化环境中保持结构稳定,避免自身破损导致成型失败,保障高温工艺的顺利进行。
三、PP230 高温脱模布与普通脱模布对比(选型参考
| 对比维度 | PP230 高温脱模布(PA66) | 普通聚酯脱模布 | 普通尼龙 6 脱模布 |
|---|
| 最高使用温度 | 230℃ | 120-150℃ | 180℃ |
| 撕离强度 | 高(不易断裂) | 中等(易破损) | 中等 |
| 脱模效果 | 无残留、易剥离 | 轻微残留、剥离难度中等 | 无残留、剥离较易 |
| 适用工艺 | 预浸料铺层、高温固化工艺 | 常温 / 中温手糊、真空袋工艺 | 中温固化工艺 |
| 洁净度 | 高(漂洗 + 高温处理) | 中等 | 中等 |
| 性价比 | 中高(适配高端需求) | 高(适配经济型需求) | 中等 |
四、PP230 高温脱模布施工操作规范
(一)施工前准备
- 尺寸裁剪:根据模具和制品大小,按 “比制品边缘大 8-10cm” 裁剪,预留足够覆盖余量;沿红色跟踪线裁剪,确保边缘整齐,避免散丝;复杂型面可提前分段裁剪,便于贴合;
- 表面清洁:使用前检查布面,确保无油污、粉尘、水分等污染物,必要时用干净无尘布轻擦,避免污染树脂;
- 模具预处理:模具表面需涂刷高温适配型脱模剂并完全干燥,去除毛刺、杂物,确保表面平整,为脱模布贴合奠定基础。
(二)铺设与固定
- 铺设原则:将脱模布平整覆盖在模具或预浸料铺层表面,从中间向边缘逐步抚平,排出气泡,确保与基层紧密贴合,无褶皱、无悬空;
- 复杂型面处理:对于曲面、拐角,可沿布面纹理剪开小口(不剪断跟踪线),分段贴合,避免拉扯导致布面变形或破损;凹槽处用专用工具按压,确保完全贴合,无空隙;
- 固定方式:用高温耐受型胶带(耐温≥230℃)沿脱模布边缘固定在模具上,防止抽真空或固化过程中移位;胶带仅固定边缘,不覆盖制品有效区域,避免残留胶渍。
(三)高温固化与脱模操作
- 辅材搭配:在脱模布外侧依次铺设透气毡、高温真空袋膜,确保透气毡完全覆盖脱模布,保证空气顺利排出;真空袋膜需选择耐温≥230℃的型号,避免高温熔化;
- 抽真空控制:逐步加压抽真空,压力控制在 0.08-0.1MPa,避免压力骤升导致脱模布移位或破损;检查真空密封性,确保无泄漏;
- 固化注意事项:严格控制固化温度不超过 230℃,按树脂固化工艺曲线升温、保温、降温,避免超温导致脱模布软化粘连;
- 脱模时机与方法:制品完全固化并冷却至室温后,先拆除真空袋膜、透气毡,再从边缘轻轻掀起脱模布,沿制品表面平行撕离,避免用力拉扯导致制品表面损伤或脱模布破损。
(四)回收与复用
- 若脱模布无破损、无严重树脂污染,清洁表面残留树脂后可重复使用,建议复用次数不超过 4 次;
- 复用前需检查布面:若出现散丝、破损、变硬或残留树脂难以清理,需及时更换,避免影响成型质量。
五、常见问题及解决办法
- 脱模布与制品粘连,难以撕离
- 原因:固化温度超过 230℃导致脱模布软化;模具未涂脱模剂或脱模剂未干燥;树脂未完全固化;
- 解决:严格控制固化温度在 230℃以下;模具按要求涂刷高温适配型脱模剂并确保干燥;待制品完全固化冷却后再脱模;粘连处用塑料刮片轻轻剥离,避免损伤制品。
- 高温固化后脱模布破损、散丝
- 原因:布面接触尖锐物体(模具毛刺、预浸料纤维碎屑);抽真空压力过大;布面裁剪后边缘未处理;
- 解决:清理模具及铺层表面,去除尖锐杂物;逐步加压抽真空,控制压力在标准范围;裁剪后用胶带封边或火焰轻烤处理,避免散丝。
- 制品表面出现脱模布纹路不均
- 原因:脱模布铺设不平整、局部拉伸过度;树脂浸润不均;
- 解决:铺设时确保布面平整无拉伸,逐步抚平排出气泡;优化预浸料铺层和树脂灌注工艺,保证浸润均匀;若需高光表面,可在脱模布外侧增加一层光滑隔离膜。
- 脱模布在固化过程中移位
- 原因:边缘固定不牢固;真空袋密封不严导致局部压力不均;
- 解决:用高温胶带密集固定脱模布边缘,确保无松动;仔细检查真空袋密封性,修补泄漏点;抽真空时逐步加压,避免压力冲击导致移位。
- 布面污染制品表面
- 原因:脱模布使用前未清洁,表面有油污、粉尘;复用次数过多,残留树脂清理不彻底;
- 解决:新布使用前清洁表面,复用前彻底清理残留树脂;控制复用次数,布面污染严重时立即更换。
六、储存与安全注意事项
- 储存要求:密封存放于阴凉干燥处,温度控制在 5-25℃,避免阳光直射、高温高湿环境,防止尼龙 66 材质老化、霉变;远离火源,避免布面变形;
- 搬运与裁剪:搬运时轻拿轻放,避免拉扯、揉搓导致布面破损、散丝;裁剪时使用锋利剪刀,沿红色跟踪线操作,确保边缘整齐;
- 安全操作:高温固化前后佩戴耐高温手套,避免直接接触高温布面或制品;撕离脱模布时避免用力过猛,防止布面碎屑飞扬,影响操作环境;
- 废料处理:破损、废弃的脱模布按一般工业废料处置,避免随意丢弃污染环境。