
吹塑成型:工艺和特点
吹塑成型是热塑性塑料的重要加工方法之一,用挤出、注射等方法制出管状型坯,然后将压缩空气通入处于热塑状态的型坯内腔中,使其膨胀成为所需形状的塑料制品。
吹塑工艺在第二次世界大战期间,开始用于生产低密度聚乙烯小瓶。50 年代后期,随着高密度聚乙烯的诞生和吹塑成型机的发展,吹塑技术得到了广泛应用。中空容器的体积可达数千升,有的生产已采用了计算机控制。
分类
根据型坯制作方法,吹塑成型分为薄膜吹塑成型和中空吹塑成型。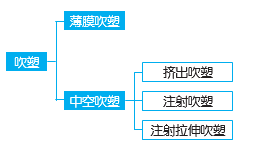

应用
吹塑制品广泛应用于各行业,尤其是饮料及药品包装业得到大量的应用,玩具业应用亦很广泛,如:吹制婴儿奶瓶,中空浮水件,圣诞节灯罩,玩具游艇, 儿童学行车配件及一些大型玩具,如滑梯轨道、基座等。
设计要点
1.一般来说,吹塑制品的拐角,棱角处都要做成R 过渡,因为尖角处的吹胀比比较大容易造成壁厚不均匀,另外锐角处也容易产生压力开裂;
2.随着制品要求不同,亦可增加一些抗压、拉、扭方面的结构设计;
3.另外,对玩具类产品吹塑制品更偏重对安全性及物理测试(拉、扭、掷及应力开裂的考量),而对容器类制品,则更注重耐压、耐腐蚀及有良好的阻透性的要求。

薄膜吹塑
薄膜吹塑是将熔融塑料从挤出机机头口模的环行间隙中呈圆筒形薄管挤出,同时从机头中心孔向薄管内腔吹入压缩空气,将薄管吹胀成直径更大的管状薄膜(俗称泡管),冷却后卷取的一种成型工艺。
工艺流程

特点
具有较强的原料适应性;
薄膜经拉伸、吹胀,有一定的双轴取向作用,力学强度较高; 产品无边料、废料少、成本低;
产品辐度宽、焊缝少、易于制袋; 薄膜厚度均匀度差;
相较于压延法、流延法和拉伸法,生产线速度慢,产量较低。
适用材料
吹塑薄膜常用材料有:LDPE、HDPE、LLDPE、EVA、PVC、PP、PS、PA 等。

中空吹塑
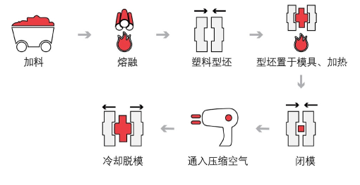
中空吹塑成型是借助气体压力,将闭合在模具型腔中的处于类橡胶态的型坯吹胀成为中空制品的二次成型技术,是生产中空塑料制品的方法。
中空吹塑成型按型坯的制造方法不同,有挤出吹塑、注射吹塑、拉伸吹塑。 此外,还有多层吹塑、压制吹塑、蘸涂吹塑、发泡吹塑、三维吹塑等特殊工艺。吹塑制品中,大约 75 %用挤出吹塑成型, 24 %用注射吹塑成型, 1 %用其它吹塑成型。
工艺流程
特点
生产效率高,平均每周期 1-2 分钟,适合大批量生产;
高质量,尺寸精确,产品制成后无需二次加工;
表面处理适合光滑,磨砂,纹理;
中空制品的重量与尺寸的可重复性适于匹配,且易于与灌装线连接;
有一定的双轴取向作用,可使多种不同材料的透明度与强度获得改善。

适用材料
中空吹塑常用材料有:HDPE、LDPE、PP、PVC、PET、PS、PC、PAN、POM。

挤出吹塑(EBM)(Extrusion Blow Molding)
挤出吹塑是一种制造中空热塑性制件的方法,主要用于未被支撑的型坯加工。比较常见的吹塑对象有瓶、桶、罐、箱以及所有包装食品、饮料、化妆品、药品和日用品的容器。
特点
生产效率高,设备成本低,模具和机械的选择范围广;
可用于生产各种形状的产品,材料的选择也很广泛;
其容器可以做整体处理,也可以实现多个分层效果;
废品率较高,废料的回收、利用差;
制品的厚度控制、原料的分散性受限制;
成型后必须进行修边操作;
常用来加工容积大小介于 3 毫升和 220 升之间的容器。

注射吹塑(IBM)(Injection Blow Molding)
注射吹塑主要用于由金属型芯支撑的型坯加工,是一种相对于挤出吹塑更为精确的工艺,用于精确度更高的快消品包装和医疗包装。
特点
加工过程中没有废料产生;
能很好地控制制品的壁厚和物料的分散;
细颈产品成型精度高,产品表面光洁;
能经济地进行小批量生产;
成型设备成本高,而且在一定程度上仅适合于小的吹塑制品;
常用来加工容积大小介于 3 毫升到 1 升之间的容器。

注射拉伸吹塑(ISBM)(Injection Stretch Blow Molding)
注射拉伸吹塑是吹塑中质量,精度和成本最高的工艺,尤其适用于饮料、农药和个人护理产品包装。
特点
精度高,尤其体现在瓶口细节,可以用来生产有更多细节的容器;
循环拉伸方法可以提供优越的力学性能;
在吹塑三种细分工艺中成本最高;
主要用来加工容积介于 50 毫升和 5 升之间的容器。
作者简介:免费技术热线:4009937117;官网:https://www.qdscsz.com
版权声明:本文由 [ 山川复材 ] 投稿发布,本站仅提供信息存储服务,不拥有所有权,不承担相关法律责任。如侵犯到您的权益,请联系举证。一经查实,本站将立刻删除。

