Film 609 V0 结构性单组份片胶
应用 :用于金属,玻璃,陶瓷,各式工程塑胶与复合材料结构件,蜂巢蕊与各式泡沬三明治结构件专用片胶。
特性:
- 120-150℃固化
- 耐瞬间高温至150℃
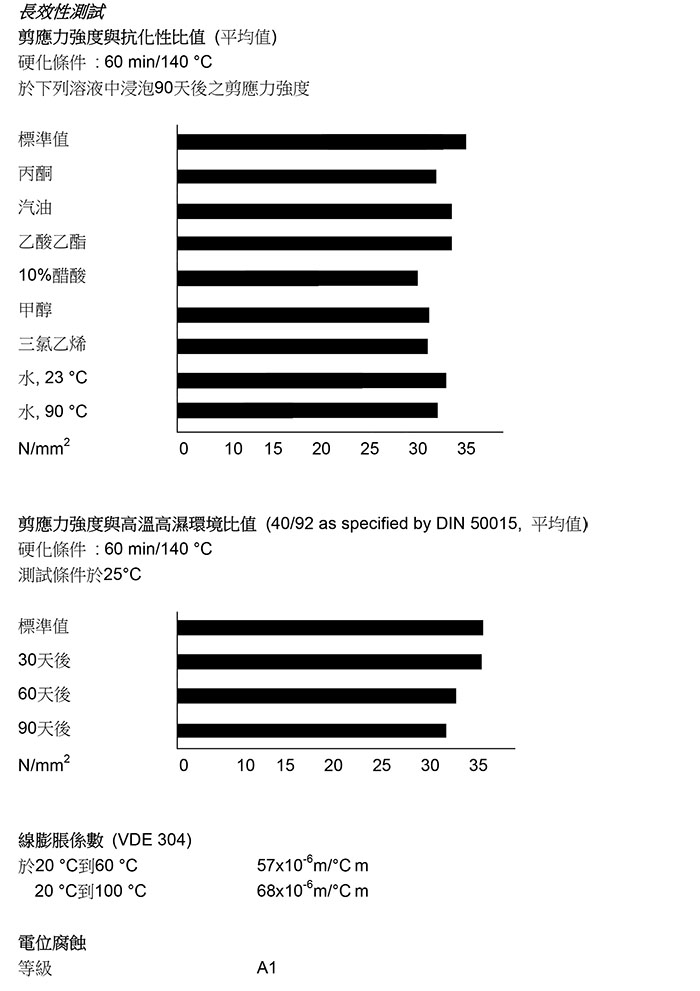
- -50℃到100℃的高剪切与剥离强度
- 耐化性
- 不溢胶
- 耐沖击
产品规范:
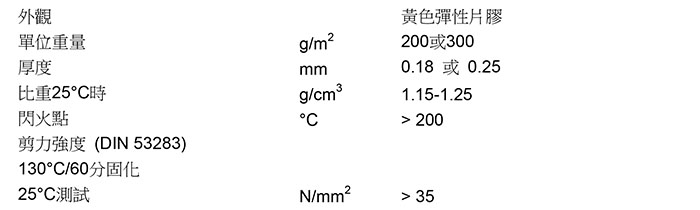
产品特性:
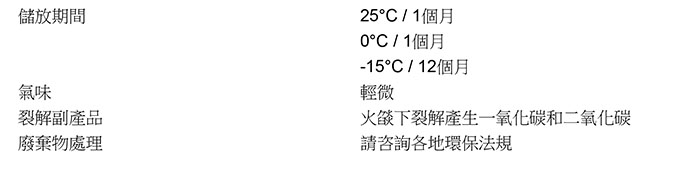
储存方法:
- 产品应以原包装,双面离型纸妥善地放置于3~5℃干燥冷藏室内。
- 使用产品前建议至少提早一至两小时移出至温室,以避免水气凝结。
表面处理
为了得到最佳强度,被接着面至少必须清洁,任何的油污或加工油利用丙酮或是三氯乙烯清洁。酒精、汽油或松香水则禁止使用。 最佳强度可由喷砂或机械研磨来增加表面积与接着强度。另外,化学处理表面皮膜请咨询本公司技术人员。
涂胶:
- 在撕开产品上所附着的离型纸前,应提早移出冷藏,让产品退冰至常温。
- 裁取所需要的适当大小及形状。
- 撕开一面的离型纸并铺放在预备要涂片胶的部分。
- 撕开另一面的离型纸。
- 即可加以贴合处理并施加压力及热度。
- 物件被接着后请利用夹具保持少许接触压力即可,也可利用加压方式保持适当压力直至完全硬化为止。
涂胶设备
大面积或自动化贴合生产时,有相对应的机械设备可运用,请咨询本公司业务人员选用设备。
工具清洁保养
工具与设备必须在使用完毕后立即清洁保养以免硬化,因已硬化后之胶料很难再作清除工作。请先用清洁纸或布料将周边胶料先擦拭掉,再用热水与清洁剂清除即可,如果使用溶剂来做清洁工作,请务必做好个人防范措施,口罩、手套与面罩不可省略,另足够的空气循环与防火安全也必须同时注意。
固化条件

以上固化条件以烤箱实测温度为准。设定烘箱时应反覆确认实际温度值达到需求温度条件。 一般建议胶料涂佈完成后,需要静置30~60分钟,以利胶料平衡压力与预润湿。更可同时将压力挤压出来的洩压胶料清除干净。硬化温度低于110°C时将无法得到足够的硬化反应请避免。至于超过150°C以上时,请考虑因材质的线性膨胀系数不同而产生的不良效应,尤其在大面积接着时,请等待硬化完全并已降温到至少100°C以下时才脱模或是取下夹具以免在高温状态下变形。
标准试片
除非另行说明否则下列接着强度都以标准试片3032铝合金110X25X3 mm,接着面以12.5X25 mm为准。
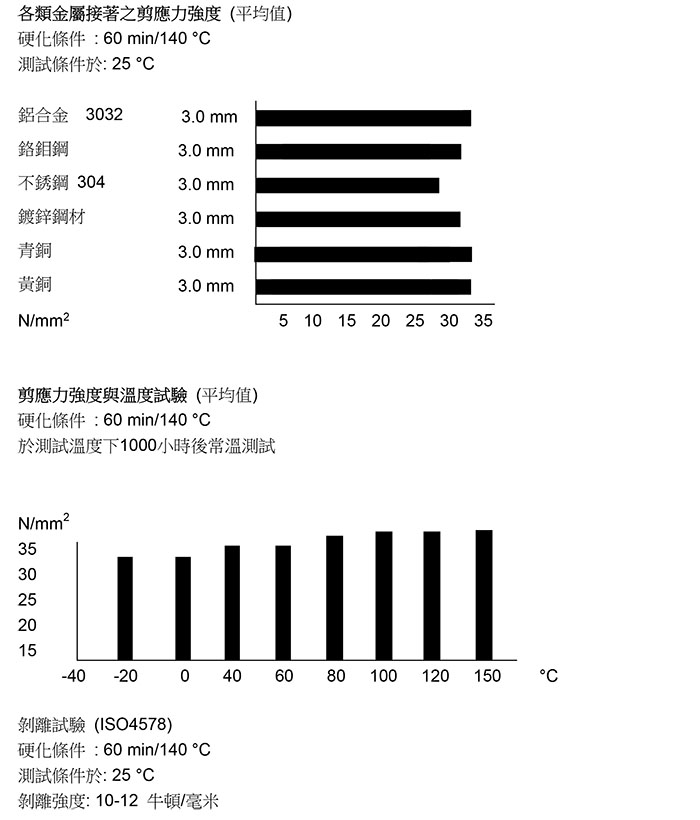
一般性试验
个人安全卫生
- 工作服-需要
- 手套-必需
- 袖套-建议使用
- 防护面镜-需要
- 口罩-不需要
- 工作前与洗手后的皮肤保护必须涂上护手膏或乳液以使皮肤表面形成一层保护膜。
皮肤沾到胶料
用擦手纸或面纸擦掉胶料后再用温水与无碱性肥皂清洗干净即可,切勿使用溶剂清洁皮肤以免过敏。
地上溢漏胶料
用砂或木屑粉将胶料吸附即可,亦可用工业抹布或工业用纸擦拭干净,切勿使用溶剂倒到地上直接清洁,有火灾危险。
急救法则
如果不慎被树脂或硬化剂或混合后胶料溅及眼睛,请立即使用沖眼器沖水10-15分钟后,送眼科急诊。如果不慎溅及皮肤其他部位,请用面纸先清除擦掉胶料,然后再用温水与清洁剂清洁皮肤表层直到干净为止。并使用护手膏或乳液来保养过度清洁的表层皮肤,如果仍感到不适,请紧急送医急救。
请特别注意打开高温烤箱可能的灼伤与过度加热蒸气亦可伤害个人安全,适合的立即抽风设备可避免工作上的危险与保障作业人员安全。