

本文围绕电厂大功率立式循环水泵主轴轴套部位严重磨损的问题,详细介绍了采用金属冷焊材料的离线机加工修复流程,该工艺规避了刷镀、堆焊的弊端,修复后设备长期稳定运行,为电厂泵轴磨损修复提供了经济高效的解决方案。
一、工程概况
本项目为电厂立式循环水泵轴磨损修复作业,该水泵为国内泵厂生产,轴功率 2034KW,流量 37620 立方 / 小时,其主轴轴套部位出现大面积严重磨损,磨损厚度超 1 毫米,设备运行时抖动剧烈,不仅造成电机能耗增加,还存在严重的设备运行安全隐患。因磨损面积大、深度深,刷镀和堆焊修复无法达到安全可靠的效果,本次采用金属冷焊材料 + 离线机加工工艺进行修复,全程无需动火,避免了热变形和后期断裂风险;2016 年该工艺成功修复电厂 3 根受损水泵轴,为客户大幅节省新轴更换成本,且修复后的泵轴至今保持稳定运行状态。
二、电厂立式水泵轴磨损离线机加工修复步骤
- 磨损检测与评估:精准检测水泵轴轴套部位的磨损范围、磨损深度,确认键槽、螺纹等配套结构的受损情况,评估泵轴基材强度,结合设备工况制定金属冷焊材料涂覆及机加工成型的具体修复方案。
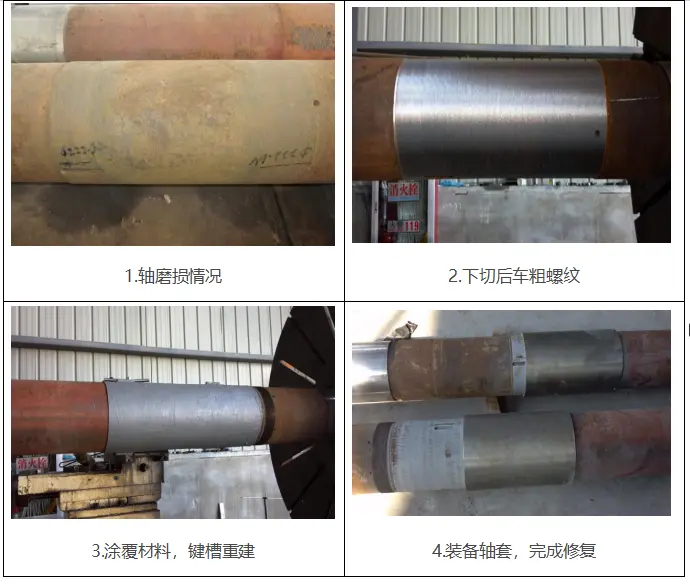
- 轴体预处理与下切车纹:将受损水泵轴进行离线拆解,对磨损部位及周边进行清洁处理,去除锈迹、油污、金属碎屑;对磨损区域进行下切加工,随后在处理表面车制粗螺纹,增加金属冷焊材料与轴体基材的接触面积,提升材料附着力。
- 金属冷焊材料涂覆与键槽重建:按配比调配金属冷焊材料,将材料均匀涂覆于车纹后的磨损表面,确保材料完全填充磨损凹陷区域,涂覆厚度预留机加工余量;针对受损的键槽部位进行精准塑形重建,保证键槽尺寸、精度符合设备装配要求,待材料充分固化。
- 机加工精整与轴套装配:对固化后的涂覆部位进行精密机加工,将表面加工至水泵轴原设计尺寸、公差及粗糙度标准;完成机加工后,装配配套轴套,对修复后的泵轴进行整体装配检测,确认各部位配合精度达标。
- 试机运行与验收:将修复后的水泵轴装机进行试机运行,检测设备运行时的抖动、转速、能耗等指标,确认无异常后完成验收,泵轴恢复正常工业运行。
三、电厂水泵轴磨损修复专业知识
(一)电厂立式水泵轴轴套部位磨损的核心原因
- 长期摩擦损耗:水泵轴与轴套为高频配合转动部位,长期运行中金属间的干摩擦或润滑不足,会导致轴套部位金属基材逐渐磨损,大功率泵轴的高负荷运转会加速该损耗过程;
- 安装与装配误差:泵轴与轴套装配时的同心度、平行度误差,会造成运行中局部受力不均,形成偏磨,导致轴套部位磨损面积扩大、深度增加;
- 介质与环境腐蚀:电厂水泵工作环境中存在水汽、工业介质等腐蚀性物质,会对泵轴金属表面造成腐蚀,腐蚀后的表面粗糙度下降,进一步加剧摩擦磨损;
- 设备运行震动:水泵机组长期运行的机械震动,会导致泵轴与轴套的配合间隙逐渐变大,配合精度降低,引发更严重的磨损,形成 “磨损 – 震动 – 更严重磨损” 的恶性循环。
(二)金属冷焊材料修复工艺的核心优势
- 无热变形风险:全程无动火、无焊接操作,避免了堆焊等工艺带来的高温热输入,不会造成泵轴基材的热变形、金相组织改变,从根本上杜绝后期轴体断裂隐患;
- 适配重度磨损:针对磨损面积大、深度超 1 毫米的重度磨损问题,可通过材料涂覆填充 + 机加工成型实现精准修复,修复强度与基材结合紧密,远优于刷镀工艺的修复效果;
- 经济高效:相比更换全新水泵轴,该工艺大幅降低材料和施工成本,且施工流程简单、工期短,离线修复可快速完成,减少电厂设备停机时间;
- 修复精度高:涂覆材料固化后可进行精密机加工,能严格还原泵轴原设计尺寸和公差,保证装配精度,修复后设备运行参数恢复至正常标准;
- 耐久性强:金属冷焊材料具备优异的耐磨性、抗压性和抗腐蚀性,与泵轴基材形成牢固的整体,适配电厂水泵的高负荷、长时间运行工况。
(三)刷镀、堆焊修复不适用于本项目的原因
- 刷镀工艺:刷镀的涂层厚度有限,无法有效填充深度超 1 毫米的磨损区域,且涂层与基材的结合力较弱,在大功率泵轴的高负荷运转下,极易出现涂层脱落,修复效果不可靠;
- 堆焊工艺:堆焊需动火作业,高温会导致泵轴基材产生热变形,破坏轴体的同心度和精度,同时高温易引发轴体内部产生微裂纹,后期运行中受负荷影响,微裂纹会扩展引发轴体断裂,存在极大安全隐患。
(四)电厂大功率水泵轴修复的工艺选择原则
- 安全性优先:修复工艺需避免对泵轴基材造成二次损伤,无热变形、无裂纹风险是核心要求,适配电厂设备高安全运行标准;
- 适配磨损程度:根据磨损面积、深度选择对应工艺,轻度磨损可采用刷镀等简易工艺,重度磨损需选用金属冷焊、激光熔覆等能实现材料填充 + 精密成型的工艺;
- 兼顾精度与耐久性:修复后需保证泵轴的尺寸精度和装配配合度,同时修复层需具备优异的耐磨性、抗压性,满足大功率泵轴的长期运行需求;
- 经济性与效率:在保证修复质量的前提下,优先选择施工周期短、成本低的工艺,减少电厂设备停机损失,提升修复性价比。
四、电厂水泵轴磨损修复常见相关问题解答
1. 金属冷焊材料修复后的泵轴,其强度能否达到原轴的使用标准?
金属冷焊材料为专用工业修复材料,与泵轴钢基材结合后,修复部位的抗压、耐磨、抗剪切强度可匹配原轴金属的力学性能,经精密机加工后,完全满足电厂立式循环水泵轴 2034KW 大功率的运行负荷要求,本项目修复后的泵轴长期稳定运行也验证了这一点。
2. 本项目采用离线修复,是否可实现水泵轴的在线修复?
金属冷焊材料工艺同时支持在线修复和离线修复,本项目选择离线修复,主要因泵轴磨损深度大、面积广,离线状态下可进行更精准的下切、车纹和精密机加工,能最大程度保证修复精度;若泵轴为轻度磨损,且电厂设备无法停机,可采用该材料进行在线快速修复,无需拆解设备,大幅缩短施工时间。
3. 金属冷焊材料涂覆后,固化需要多长时间,受环境温度影响吗?
常规工业级金属冷焊材料在常温(25℃)下,初步固化时间约 1-2 小时,完全固化需 24 小时;环境温度会影响固化速度,温度升高固化速度加快,温度降低则会变慢,若在低温环境下施工,可通过适当加温(如热风加热)加速材料固化,确保固化效果。
4. 修复后的水泵轴,后续日常运行中需要做哪些维护,延长使用寿命?
- 定期检查泵轴与轴套的配合间隙,及时调整装配精度,避免偏磨;
- 保证泵轴与轴套配合部位的润滑,定期添加专用润滑油,减少金属摩擦损耗;
- 定期检测水泵机组的运行震动,及时排查并消除震动源,防止因震动加剧磨损;
- 对泵轴表面进行定期防腐处理,避免腐蚀性介质侵蚀,保持轴体表面完好;
- 定期检测修复部位的磨损状态,发现轻微磨损及时进行补涂处理,防止磨损加重。
5. 电厂除了水泵轴,哪些设备部件还可采用金属冷焊材料进行修复?
金属冷焊材料的适配性极强,除水泵轴外,电厂的电机轴、风机轴、滚筒轴、联轴器、轴承座、泵体壳体磨损 / 腐蚀部位、阀门密封面等各类金属部件,出现磨损、腐蚀、磕碰、裂纹等损伤时,均可采用该材料进行修复,尤其适用于不宜动火焊接的精密金属部件。
6. 水泵轴轴套部位车粗螺纹的作用是什么,能否省略该步骤?
车粗螺纹是为了增加轴体基材与金属冷焊材料的接触面积,形成 “机械咬合” 结构,大幅提升材料与轴体的附着力,防止修复后在高负荷运转中出现材料脱落;该步骤是保证重度磨损修复效果的关键,若省略,材料与光滑轴体表面的结合力不足,无法满足大功率泵轴的运行要求,因此不能省略。
7. 如何提前预防电厂立式水泵轴出现严重磨损问题?
- 设备装配时严格控制泵轴与轴套的同心度、平行度,保证配合精度,避免偏磨;
- 选用高耐磨性的轴套材质,或对泵轴配合表面做淬火、镀铬等强化处理,提升表面硬度和耐磨性;
- 建立设备定期巡检制度,及时检测泵轴磨损状态,做到轻微磨损早发现、早修复;
- 优化水泵机组的安装基础,做好减震处理,减少设备运行中的震动;
- 改善水泵工作环境,做好防潮、防腐蚀处理,避免轴体金属被腐蚀。





